У10а
Содержание:
- Технические характеристики, паспорт
- Тактико-технические характеристики
- Конструкция
- Расшифровка маркировки данного сплава
- Другие сплавы из категории Сталь инструментальная быстрорежущая
- Назначение и область применения вертикально-фрезерного агрегата
- Назначение, область применения вертикального консольно-фрезерного станка
- Основные особенности
- Химический состав
- Модификации
- Упаковка корневой системы: что такое BR или WRB?
- Правила и инструкция по эксплуатации, паспорт
- Общая информация
- Конструкция
- Где заказать и купить?
- Размеры растения
Технические характеристики, паспорт
Фрезерный станок 6Р83Ш представляет собой улучшенный вариант модели 6Р82Ш. он имеет стол большего размера, мощный двигатель.

Основные технические характеристики широкоуниверсального станка 6Р83Ш:
- мощность главного привода 7,5 кВт;
- количество скоростей шпинделя 11;
- частота вращения 31,5–1600 об/мин;
- максимальный крутящий момент 1430 Н.м;
- перемещение пиноли вдоль оси 80 мм;
- поворот фрезерной головки 360⁰;
- поворот накладной головки 360⁰;
- размер стола 400×1600 мм;
- расстояние от торца шпинделя до стола в крайних точках 30 и 450 мм;
- максимальная длина ручного и механического продольного перемещения 1000 мм;
- поперечного механического 300 мм, ручного 320 мм;
- число ступеней рабочих подач 18.
Класс точности станка Н в соответствии с ГОСТ 8–82.
Справка! При черновой обработке используются торцевые фрезы с максимальным диаметром 200 мм для горизонтального шпинделя и 100 мм для вертикального.
Габариты и вес
На фрезерном станке 6Р83Ш обрабатываются детали средних и больших размеров. Возможность устанавливать массивные заготовки обеспечиваются повышенной прочностью оборудования. Модель имеет:
- габариты станка 2680×2260×2040 мм;
- вес укомплектованного агрегата 4500 кг.
Справка! Вес станка берется в укомплектованном всеми узлами виде, без инструмента и дополнительных приспособлений.
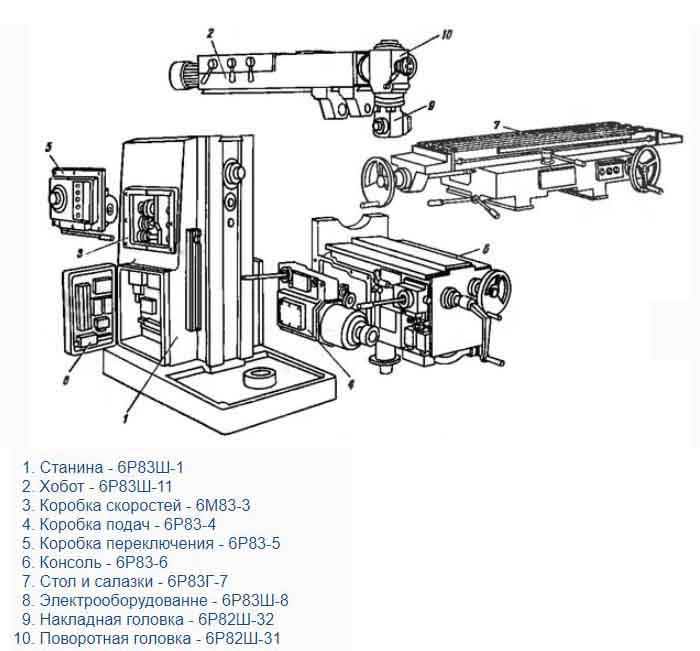
Расположение составных частей
Фрезерный станок имеет массивную станину, на которой крепится большая часть рабочих узлов. Консоль перемещается вертикаль за счет вращения ходового вала, вмонтированного в основание. Движется она по направляющим в передней части стойки. Основные узлы и детали:
- высокое основание с креплениями под стойку и ходовой винт;
- полая станина;
- хобот;
- поворотная фрезерная головка со шпинделем;
- накладная головка;
- массивная, выступающая вперед, консоль;
- стол с салазками;
- коробка скоростей внутри станины вверху;
- коробка переключения сбоку;
- коробка подач в корпусе консоли;
- электрооборудование в нижней части стойки.
Сзади на станине установлены двигатели главного привода и подач. Для установки оправки при работе горизонтальным шпинделем, на направляющие хобота крепятся серьги.
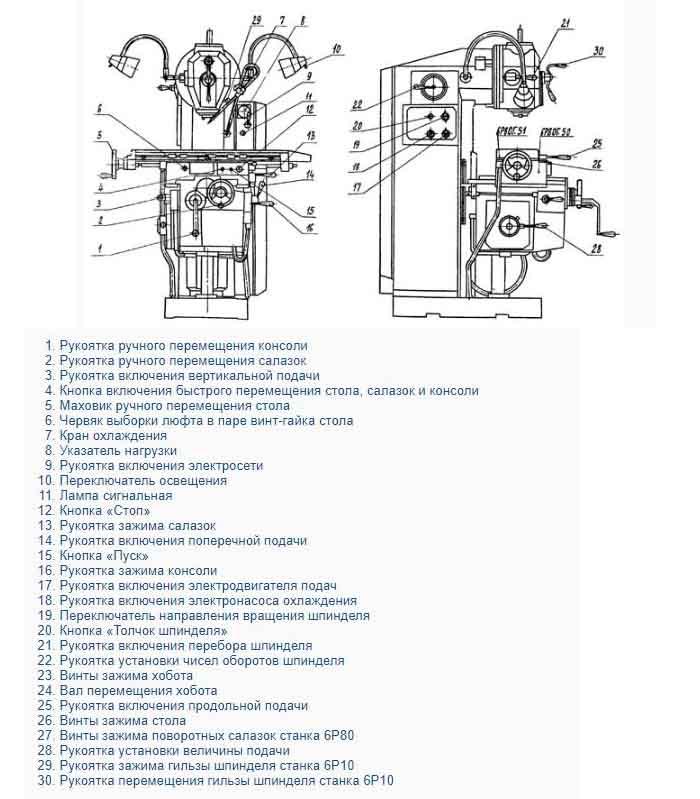
Органы управления
Основные органы управления станком при выполнении работ удобно расположены в передней части станка. Электрическая панель включения шпинделя находится на корпусе салазок. Рядом расположены:
- зажимы стола;
- кнопка быстрого перемещения стола;
- маховичок ручного продольного перемещения;
- переключатель на ручной или автоматический режим перемещения стола.
Ниже на корпусе консоли находятся: рукоятка ручных перемещений консоли и маховичок ручных поперечных перемещений. Сбоку на крышке коробки подач переключатель реверса вращения шпинделя и рукоятка переключения скоростей.
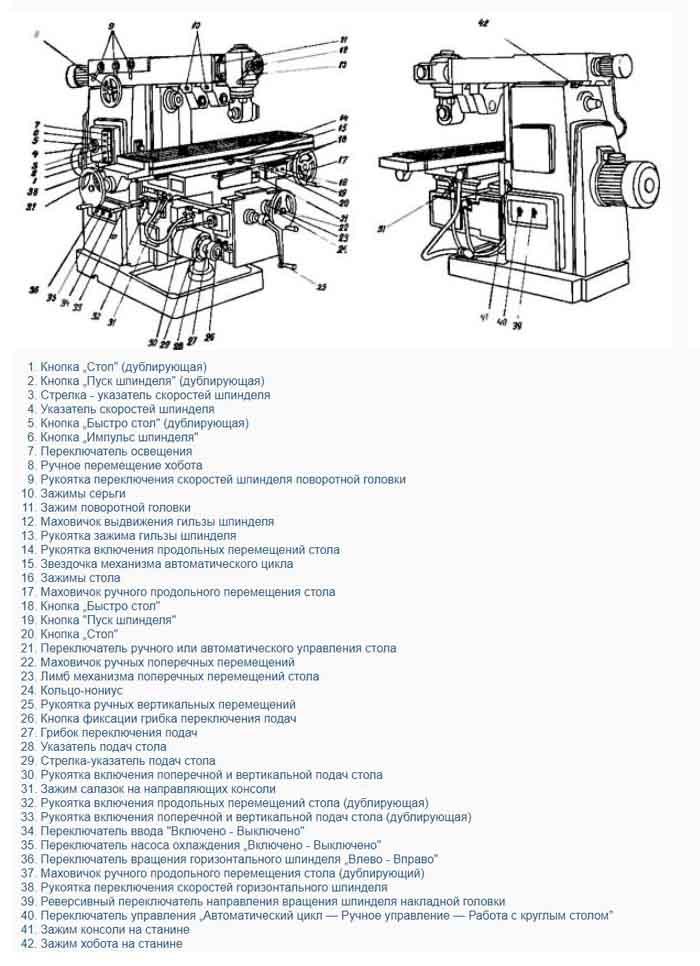
Там же находятся дублирующие кнопки пуска и остановки вращения шпинделя, стола, переключатель освещения. Рукоятки зажима шпинделя, поворотной головки, маховичок движения пиноли расположены непосредственно на корпусе фрезерной головки.
Тактико-технические характеристики
Приведены данные второго прототипа, головного Р-6.
Источник данных: Шавров, 1985; Gunston, 1995.
- Технические характеристики
- Экипаж: 4 человека
- Длина: 15,06 м
- Размах крыла: 23,2 м
- Высота: 6,92 м
- Площадь крыла: 80 м²
- Масса пустого: 3900 кг
- Масса снаряжённого: 4690 кг
- Нормальная взлётная масса: 6130 кг
- Максимальная взлётная масса: 1440??
- Силовая установка: 2 × поршневые М-17Ф
- Мощность двигателей: 2 × 500 л.с.
(2 × 373 кВт)
- Лётные характеристики
- Максимальная скорость:
- у земли: 240 км/ч
- на высоте: 212 км/ч на 5000 м
- Посадочная скорость: 110 км/ч
- Практическая дальность: 1680 км
- Практический потолок: 5620 м
- Время набора высоты: 5000 м за 39,3 мин
- Нагрузка на крыло: 76,6 кг/м²
- Тяговооружённость: 121 Вт/кг
- Вооружение
- Стрелково-пушечное: 5 × 7,62 мм пулемётов ДА
- Боевая нагрузка: 790 кг
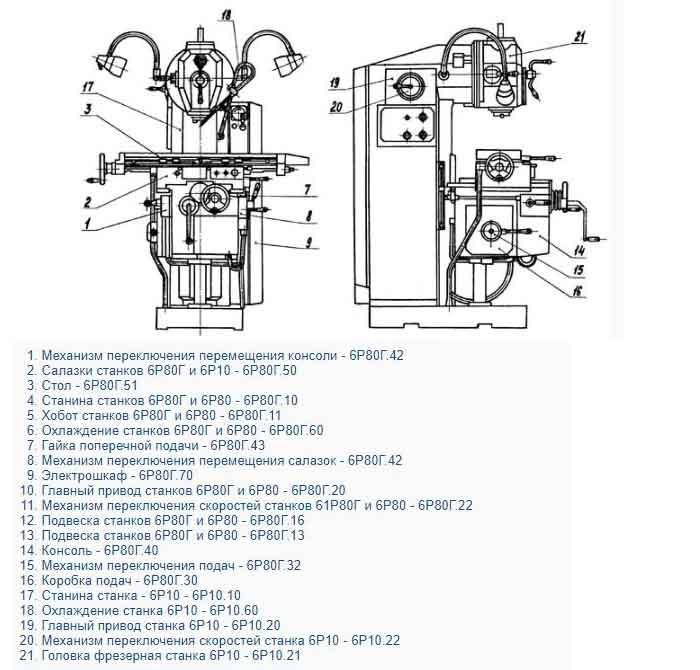
Конструкция
Фрезерный станок располагает достаточно практичным и надежным конструированием частей и деталей, основные части следующие:
- Механизм переключения консоли.
- Салазки станка.
- Рабочий стол.
- Станина основная.
- Хобот станка.
- Охлаждающий шкафчик.
- Гайка для переключения на поперечную подачу.
- Механизм переключения перемещения салазок.
- Шкаф с электрооборудованием.
- Главный привод станка.
- Механизм переключения скоростей станка.
- Подвеска станка.
- Подвеска.
- Основная консоль.
- Механизм переключения подач.
- Коробка подач.
- Станина.
- Процессор охлаждения.
- Главный механизм привода.
- Переключатель скоростей.
- Головка фрезы.
Важно!
Данная конструкция является универсальной для станков производства Литвы. На этой базе производят модификаты других фрезеров.
Расшифровка маркировки данного сплава
Расшифровка маркировки стали Р6М5 следующая:
- Буква «Р» означает быстрорежущая или рапидная сталь, так как для маркировки бралось сокращение от английского слова «rapid» (на русском читается как рапид), которое в переводе означает «быстрый». А число, которое стоит за этой буквой обозначает процентное соотношение вольфрама в этом сплаве. В данном случае оно равняется 6 %, с небольшими отклонениями.
- Буква «М» показывает на то, что в составе этого сплава присутствует молибден. А число, которое стоит за буквой, также показывает количество его нахождения в сплаве этого металла в процентах.

Пример расшифровки маркировки
Если к этой стали больше не прибавляется никаких дополнительных элементов, то на этом обозначение ее заканчивается. Если же, к сплаву добавлен кобальт, то обозначаться она уже будет, Р6М5К5. Маркировка «Ф» — ванадий, «Т» — титан и другие добавочные элементы.
По ГОСТу сталь Р6М5 делится на следующие изделия, который принадлежит одному из межгосударственных стандартов. В нем описаны все технические требования, относящиеся к этой марке. Хоть и металлопрокат в последнее время переходит уже на твердые сплавы, эта марка все еще удерживает свои лидирующие позиции в спросе на рынке.
https://youtube.com/watch?v=ccSlXrxQTSg
Ниже перечислены некоторые изделия из сплава этих металлов и соответствующий ГОСТ к ним:
- круги горячекатанные относятся к ГОСТу под номером 2590-88;
- калиброванный прут имеет ГОСТ 7417-75;
- полосы и пруты (для изготовления этих изделий используется разновидность стали Р6М5К5) – ГОСТ 19265-73;
- круги, у которых имеется специальная отделка верхнего слоя имеют ГОСТ 14955-77.
Другие сплавы из категории Сталь инструментальная быстрорежущая
| Марка сплава | ГОСТ | Хим. состав |
|---|---|---|
| 11М5Ф | ТУ 14-1-2678 — 0 | Feот 85.7%Mo5.2-5.8%Cr3.8-4.2%V1.3-1.6%C1.02-1.1%… |
| 11Р3АМ3Ф2 | ГОСТ 19265 — 73 | Feот 82%Cr3.8-4.3%W2.5-3.3%Mo2.5-3%V2.3-2.7%C1.02-1.1%Mn0.2-0.5%Si0.2-0.5%N0.05-1%Nb0.05-0.2%… |
| 9Х4М3Ф2АГСТ | ТУ 14-19-95 — 0 | Cr4-4.6%Mo2.7-3.2%V1.6-2.1%C0.87-0.9%Mn0.55-0.7%Si0.5-0.7%Ti0.15-0.2%Ni0.04-0.1%… |
| Р10Ф5К5 | ГОСТ 19265 — 73, в последней версии материал отсутствует | Feот 68.9%W10-11.5%Co5-6%V4.3-5.1%Cr4-4.6%C1.45-1.5%… |
| Р12 | ГОСТ 19265 — 73, в последней версии материал отсутствует | Feот 77.6%W12-13%Cr3.1-3.6%V1.5-1.9%C0.8-0.9%… |
| Р12Ф3 | ГОСТ 19265 — 73 | Feот 75.3%W12-13%Cr3.8-4.3%V2.5-3%C0.95-1%Mn0.2-0.5%Si0.2-0.5%… |
| Р14Ф4 | ГОСТ 19265 — 73, в последней версии материал отсутствует | Feот 73.1%W13-14.5%Cr4-4.6%V3.4-4.1%C1.2-1.3%… |
| Р18 | ГОСТ 19265 — 73 | Feот 71.5%W17-18.5%Cr3.8-4.4%V1-1.4%C0.73-0.8%Mn0.2-0.5%Si0.2-0.5%… |
| Р18К5Ф2 | ГОСТ 19265 — 73 | Feот 65.9%W17-18.5%Co4.7-5.2%Cr3.8-4.4%V1.8-2.2%C0.85-0.9%Mn0.2-0.5%Si0.2-0.5%… |
| Р18Ф2 | ГОСТ 19265 — 73, в последней версии материал отсутствует | Feот 71.9%W17-18%Cr3.8-4.4%V1.8-2.4%C0.85-0.9%… |
| Р18Ф2К5 | ГОСТ 19265 — 73, в последней версии материал отсутствует | Feот 65.4%W17-18.5%Co5-6%Cr3.8-4.4%V1.9-2.4%C0.85-0.9%… |
| Р2АМ9К5 | ГОСТ 19265 — 73 | Feот 72.8%Mo8-9%Co4.7-5.2%Cr3.8-4.4%V1.7-2.3%W1.5-2%C1-1.1%Mn0.2-0.5%Si0.2-0.5%Nb0.1-0.3%N0.05-1%… |
| Р2М5 | Feот 84.6%Mo4.8-5.3%Cr3.8-4.3%W1.7-2.3%C0.95-1%V0.9-1.3%Zr0.05-0.1%Ni0.05-0.08%… | |
| Р6АМ5 | ГОСТ 19265 — 73 | Feот 78.3%W5.5-6.5%Mo4.8-5.3%Cr3.8-4.4%V1.7-2.1%C0.82-0.9%Mn0.2-0.5%Si0.2-0.5%N0.05-0.1%… |
| Р6АМ5Ф3 | ГОСТ 19265 — 73 | Feот 77.5%W5.7-6.7%Mo4.8-5.3%Cr3.8-4.3%V2.3-2.7%C0.95-1%Mn0.2-0.5%Si0.2-0.5%N0.05-0.1%… |
| Р6М3 | ГОСТ 19265 — 73, в последней версии материал отсутствует | Feот 81.5%W5.5-6.5%Cr3-3.6%Mo3-3.6%V2-2.5%C0.85-0.9%… |
| Р6М5 | ГОСТ 19265 — 73 | Feот 78.4%W5.5-6.5%Mo4.8-5.3%Cr3.8-4.4%V1.7-2.1%C0.8-0.9%Mn0.2-0.5%Si0.2-0.5%… |
| Р6М5К5 | ГОСТ 19265 — 73 | Feот 73.6%W5.7-6.7%Mo4.8-5.3%Co4.7-5.2%Cr3.8-4.3%V1.7-2.1%C0.86-0.9%Mn0.2-0.5%Si0.2-0.5%… |
| Р6М5Ф3 | ГОСТ 19265 — 73 | Feот 77.6%W5.7-6.7%Mo4.8-5.3%Cr3.8-4.3%V2.3-2.7%C0.95-1%Mn0.2-0.5%Si0.2-0.5%… |
| Р9 | ГОСТ 19265 — 73, в последней версии материал отсутствует | Feот 79.5%W8.5-9.5%Cr3.8-4.4%V2.3-2.7%C0.85-0.9%… |
| Р9К10 | ГОСТ 19265 — 73, в последней версии материал отсутствует | Feот 68.6%Co9-10.5%W9-10.5%Cr3.8-4.4%V2-2.6%C0.9-1%… |
| Р9К5 | ГОСТ 19265 — 73 | Feот 73%W9-10%Co5-6%Cr3.8-4.4%V2.3-2.7%C0.9-1%Mn0.2-0.5%Si0.2-0.5%… |
| Р9М4К8 | ГОСТ 19265 — 73 | Feот 68.4%W8.5-9.5%Co7.5-8.5%Mo3.8-4.3%Cr3-3.6%V2.3-2.7%C1-1.1%Mn0.2-0.5%Si0.2-0.5%… |
| Р9Ф5 | ГОСТ 19265 — 73, в последней версии материал отсутствует | Feот 76.1%W9-10.5%V4.3-5.1%Cr3.8-4.4%C1.4-1.5%… |
Назначение и область применения вертикально-фрезерного агрегата
Станки 6р13 способны обрабатывать детали по сложным траекториям. Технические параметры оборудования позволяют фрезеровать горизонтально-вертикальные и наклонные поверхности.
Оборудование снабжено вертикальным пинольным шпинделем. Способен обрабатывать заготовки из стали, чугуна, цветных, а также трудно поддающихся обработке металлов. Для работы на этом агрегате используются в основном торцевые и концевые фрезы.
На станке есть возможность обрабатывать:
- вертикальные плоскости;
- горизонтальные;
- наклонные поверхности;
- пазы;
- углы;
- рамки;
- криволинейные поверхности.
На станке специально для криволинейных поверхностей имеется копировальное устройство. Область применения станка – единичное и серийное производство.
Назначение, область применения вертикального консольно-фрезерного станка
Рассматриваемый агрегат выполняет целый ряд технологических операций, среди которых:
- фрезерование;
- создание отверстий посредством сверления;
- расточка;
- обработка различных отверстий, находящихся под углом в 45° по отношению к рабочей поверхности.
Данное оборудование возможно использовать как в крупных производственных масштабах, так и в мелких мастерских. Используется в единичном и мелкосерийном производстве.
Благодаря широкому диапазону подачи стола и скоростей шпинделя достигается возможность обрабатывать деталь на оптимальных режимах резания.
Основные особенности
Консольно-фрезерный вертикальный 6Р10 отличается широким спектром деталей, которые может обрабатывать:
- сложные колеса с зубчиками;
- развертки;
- спирали;
- контурные кулачки.
На станке можно производить фрезерование во всех режимах поперечное и попутное. А благодаря максимальной накрутке числа оборотов на станке позволяет фрезеровать детали из мягких материалов, легких сплавов.
На столе станка при помощи перестановки стандартной головки на универсальную делительную, то можно осуществлять фрезеровку спиральных канавок на цилиндрических заготовках, а также фрезеровать с поворотами детали на заданную компьютером величину.
Поворотная фрезерная головка является особенной на станке 6Р10. Она представлена выдвижной гильзой, что позволяет осуществлять фрезерные работы на наклонных поверхностях заготовок. Накладная поворотная головка при вертикальном шпинделе расширяет технологические возможности использования станка, но ее нет в комплекте (продается отдельно).
Также 6Р10 обладает следующими особенностями:
- После работ обработанная поверхность остается шероховатой при чистовых режимах резания — V6.
- В отличие от других моделей данный тип фрезера отличается наименьшим шумом при работе, увеличенной долговечности базовых узлов и точностью выточки.
- Электрооборудование в станке вмонтировано в довольно просторный шкафчик согласно техническим требованиям.
- Подачи стола переключаются отдельно.
- Также стол в работе защищен специальным устройством от брызг и стружек.
- У станка хорошая система охлаждения с быстросъемными отстойниками.
- Внешний вид станка приемлем и эстетичен.
СПРАВКА. Станок предназначается преимущество для фрезерных работ малого, среднего и крупного предприятия.
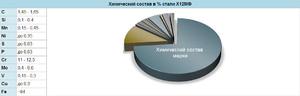
Химический состав
Многое о составе стали разных марок можно понять из их названия. Так, к примеру, буква «Р» обозначает тип металла – быстрорежущая сталь. Цифра после буквы «Р» – процент содержания в сплаве вольфрама. Для марки Р18 это 17-18,5%, а для марки Р6М5 – 5-6,5%. Вольфрам наделяет металл прочностью и вязкостью, способностью не терять твёрдости при нагревании до высоких температур.
Буква «М» в названии свидетельствует о наличии в составе молибдена, цифра после него – процент содержания вещества. Молибден отвечает за прокаливаемость, плотность, твёрдость, придаёт стойкость к коррозии и улучшает обрабатываемость. В остальном, состав Р18 и Р6М5 схож. Оба сплава включают в себя углерод, кремний, марганец, серу, никель, хром, фосфор, ванадий.
https://youtube.com/watch?v=isV4UdzdZ5o
Гост
Выпуск стали Р18 регулируется следующими ГОСТами:
- ГОСТ 4405-75 (изготовление полос и прутков металла);
- ГОСТ 1133-71 (металлопрокат с сечением разных видов).
- Для производства профиля из Р18 предусмотрены также ТУ 14-11-245-88.
Сталь Р6М5 фигурирует в нескольких ГОСТах:
- ГОСТ 1133-7 (сортамент кованых квадратов и кругов);
- ГОСТ 7417-75 (пруток калиброванный);
- ГОСТ 14955-77 (круги с особой отделкой поверхности металла);
- ГОСТ 2590-88 (круги горячекатанные);
- ГОСТ 19265-73 (полосы и прутки).
В ТУ 14-11245-88 указан перечень изделий из стали Р6М5, технические требования, предъявляемые к ним.
Аналоги
Аналоги сплавов Р18 и Р6М5:
- Р12 – российский аналог, который наиболее приближен по своим характеристикам;
- Т1 (США);
- W18Cr4V (Китай);
- 1.3355 (государства Европы);
- HS18-0-1 (Германия).

Нож выполненный из аналога стали – Р12.
Модификации
- Р-6 — модификация для проведения разведки и сопровождения бомбардировщиков, первый полёт в 1930 году
-
Р-6Л («Лимузин») — вариант серийного с закрытой кабиной в форме невысокой надстройки фюзеляжа с остеклением и входной дверью на правом борту. Самолёт 9-местный (из них 7 пассажиров), оборудован багажным отсеком. Был выпущен в одном экземпляре в июле 1933 года. Разбился в сентябре 1933 года из-за плохих погодных условий. Основная статья: Катастрофа АНТ-7 под Подольском
- МР-6 «Морской разведчик шестой» — самолёт Р-6 на поплавках типа «Ж» выпускался в 1932—1934 годах на заводе в Таганроге. Поскольку поплавки были такими же как и у ТБ-1, самолёт был очень сложен при посадке. При испытаниях самолёта было потеряно три машины. Применялся в ГВФ и НКПС под маркой МП-6. Пилот Л. Г. Крузе выполнил на этом самолёте первую аэрофотосъёмку части тайги, по которой позже прошла трасса Байкало-Амурской магистрали. Для тех лет это была сверхсовременная технология.
- КР-6 2М-17 «Крейсер» — после прекращения выпуска МР-6 в Таганроге его производство возобновили в Москве под новым названием. Кроме того в конструкцию был внесён ряд изменений — введены посадочные щитки и зализы между крылом и фюзеляжем, убрана выдвижная башня, тормозные колёса и др. «Крейсер» выпускался в 1934—1935 годах.
- ПС-7 — гражданский самолёт ПС-7 (для перевозки грузов и пассажиров), сначала был с открытой кабиной, но позже начали делать с закрытой. Кабины лётчика и бортмеханика были в передней части самолёта, пассажирский салон вместимостью 8—10 пассажиров. Самолёты летали со скоростью 170—180 км/ч.
- П-6 — гражданский самолёт (для перевозки грузов и пассажиров).
Упаковка корневой системы: что такое BR или WRB?
BR (bare root) — открытая корневая система. Нередко ее обозначают и привычной нам аббревиатурой ОКС.
RB (root ball) – растение с земляным комом, обернутым мешковиной. Цифрами обозначается диаметр кома: RB60 – ком в мешковине, диаметр 60 см.
WRB (wire root ball) – земляной ком упакован не только в мешковину, но и в металлическую сетку; так же, как и в предыдущем случае, должен быть обозначен диаметр.
RB/C – растение, пересаженное из грунта в контейнер и не успевшее укорениться.

Саженцы с земляным комом в садовом центре

(скриншот с сайта АППМ)
Р (pot) – растение в горшке. Горшком считается емкость объемом до 2 л, в том числе квадратная. Размер горшка обозначается цифрой, соответствующей его диаметру (длине стенки по верхней грани): так, например, P11 – горшок диаметром 11 см. Иногда диаметр горшка обозначают буквой D. Самый распространенный формат горшков – Р9; именно в них чаще всего продают саженцы травянистых многолетников и летников, а также посадочный материал для масштабных ландшафтных работ – в коробках и кассетах по несколько десятков штук. Кроме того, в горшках Р9 к нам чаще всего попадают импортные саженцы.

Растения в горшках Д-12

(скриншот с сайта АППМ)

Растения в горшках Р9
С (container) – растение в контейнере. Объем контейнера – от 2 л, хотя нередко так называют и емкости меньшего объема, что не совсем правильно. Именно объем и выделяется как основная характеристика: С3 – контейнер 3 л. Форма контейнеров чаще всего круглая.

Саженцы в контейнерах
А – посадочный материал в ячейках; А5 – ячейка диаметром 5 см.
Air-pot – нечасто встречающийся у нас вид упаковки. Представляет собой контейнер из полимерного материала со сквозными конусовидными отверстиями, открывающимися узкой стороной наружу, а широкой – в сторону земляного кома. Считается, что такая упаковка улучшает аэрацию грунта и стимулирует развитие более разветвленной и эффективной корневой системы.

(скриншот с сайта АППМ)
Правила и инструкция по эксплуатации, паспорт
Оператор, который обслуживает станок, должен помнить, что несет ответственность за работоспособность и техническое состояние оборудования, поэтому требуется придерживаться следующих правил:
- Перед запуском оборудования провести осмотр питающего кабеля, убедиться в отсутствии дефектов.
- Осмотреть систему охлаждения и ее подключения к устройству, проверить наличие жидкости для охлаждения.
- Запустить систему аспирации до работы на станке.
- Проверить режущие инструменты (запрещается касаться фрезы голыми руками).
- Убрать из рабочей зоны посторонние предметы или не подпускать некомпетентных во фрезерном деле людей.
- Надежно закрепить на рабочем столе заготовку либо листовой материал.
Эксплуатация начинается с соблюдения требований к рабочему процессу:
- Загрузить электронный материал в память станка или запустить его на смежном компьютере.
- Выставить параметры для фрезерования, например, траектория движения шпинделя, скоростные режимы, мощность, типы обработки, точки входа и окончания.
- Проверить корректность работоспособности концевых датчиков.
- Проверить головку шпинделя, он должен находиться в нулевых координатах.
- Перед началом работы надеть специальную защитную одежду и очки.
- Фрезер контролируется электроникой, но во время работы не стоит оставлять его без присмотра.
Окончание работы также должно производиться согласно следующим правилам:
- Завершение рабочего процесса станка оканчивается уборкой материалов со стола, возвращении шпинделя в нулевые координаты (если это не указывалось в программе на компьютере).
- Перед запуском следующего рабочего цикла производства или окончания производственного процесса на оборудовании осуществляется очищение стола от мусора, пыли, отходов.
- Отключить оборудование от электропитания.
Консольно-фрезерный станок требует соблюдения основных правил по технике безопасности и уходу за фрезером:
| Правила соблюдения техники безопасности | Рекомендации по уходу |
|---|---|
| запрещается касаться руками всех подвижных элементов во время работы станка; | регулярно производить очистку реек, направляющих, шестерен от пыли, стружек и прочих отходов, после уборки смазать все элементы; |
| одежда оператора должны соответствовать рабочему процессу; | производить контроль температуры и надавать ей повышать более 60 градусов, если станок располагается в неотапливаемом помещении, то не давать охлаждающей жидкости замерзнуть; |
| производить своевременную замену режущего инструмента после выключения станка из сети электропитания; | проверять состояние электрощитка; |
| остановку осуществлять кнопкой «СТОП», той же кнопкой исключить спонтанный запуск оборудования. | производить комплексную диагностику; |
| при ремонте использовать инструменты из основного комплекта (предоставляются после покупки станка в комплекте). |
Общая информация
Паспорт фрезерного станка 6Р13 содержит информацию, которая определяет его применение для обработки стальных, чугунных заготовок и из цветных сплавов. В качестве режущего инструмента может устанавливаться торцевая или концевая фреза. Кроме этого паспорт содержит данные о том, что функциональности фрезерного станка 6Р13 достаточно для фрезерования вертикальных, горизонтальных и наклонных поверхностей, углов, пазов, рамок. Есть возможность проводить снятия металла и по сложной траектории.
Вертикально фрезерный консольный станок 6Р13 в отличие от многих других представителей данной группы может применяться для прохода по криволинейной траектории благодаря установленному устройству чтения копира. Его можно охарактеризовать следующим образом:
- В качестве шаблона используется подготовленный копир.
- Для описания траектории у конструкции есть электрический датчик, наконечник которого проходит по копиру и определяет величину смещения стола.
Таким образом можно сказать, что консольно-фрезерный станок 6Р13 является многофункциональным оборудованием, которое применяется в среднем, мелкосерийном и единичном производстве.
Уделим внимание тому, что расшифровка названия станка соответствует нормам, установленным в Советском Союзе. Первая буква указывает на принадлежность модели к фрезерной группе, первая цифра определяет подгруппу, вторая – габариты стола, которые в данном случае составляет 160 на 40 сантиметров
На основе 6Р13 было создано несколько модификаций, которые оснастили числовым программным управлением, двигателем высокой мощности и более усовершенствованным копировальным механизмом.
https://youtube.com/watch?v=jMRw9VRPXcA
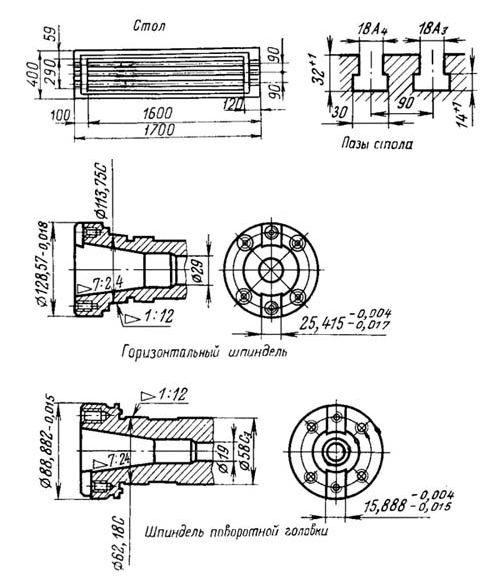
Конструкция
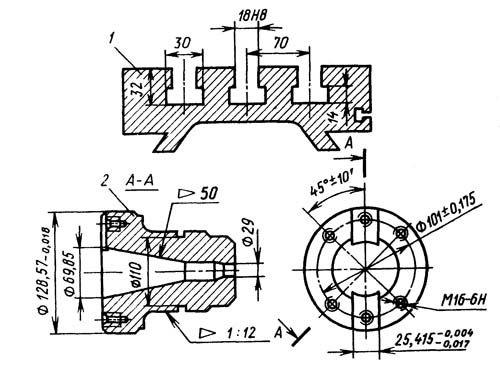
Фрезерный станок 6Р83Ш широкоуниверсальный, одностоечный, консольного типа. Коробки скоростей и передач расположены в корпусе станины. Сверху выдвигается хобот, с направляющими под серьги, и поворотной головкой. Стол перемещается по 3 осям. На рабочей поверхности т-образные направляющие для крепления деталей и приспособлений.

Конструктивные особенности модели 6Р83Ш:
- инструмент в шпинделе крепится механически;
- величина зазора в винтовой паре периодически регулируется встроенным устройством;
- торможение шпинделя электромагнитной муфтой;
- привод защищен предохранителем от перегрузок.
Широкоуниверсальный станок 6Р83Ш имеет расширенные технологические особенности:
- широкий диапазон скоростей вращения шпинделя и подач стола;
- двигатель большей мощности;
- автоматические циклы работы;
- повышенный класс точности;
- жесткая конструкция основания и станины.
Модель широкоуниверсального станка 6Р83Ш отличается легким интуитивно понятным управлением, надежностью и долговечностью.
Справка! Горизонтальный и вертикальный шпиндели работают от одного привода и соединяются зубчатым зацеплением с одной коробкой скоростей. При включении одного узла, второй блокируется. Одновременно работать 2 инструментами невозможно.
Где заказать и купить?
Предприятие ГЗФС в 2009 году прекратило производство фрезерных станков и передало документацию молодому ООО «Станочный парк». На заводе изготавливают оборудование старых моделей на заказ. Организации, занимающиеся капитальным ремонтом оборудования, предлагают станки за 900 000–950 000 руб. с гарантией от 6 месяцев.
Старый станок, изготовленные Горьковским заводом, предлагают мастерские и владельцы на различных торговых площадках в интернете. Запрашивают цену от 400 000 руб., в зависимости от состояния.
Выносливый фрезерный станок 6Р83Ш проектировался для круглосуточной работы с максимальной нагрузкой. Сохранившиеся экземпляры обычно в хорошем состоянии и после реконструкции работают долго и безотказно. Оборудование востребовано для работы в частных мастерских на единичном выпуске сложных деталей.
Размеры растения
Деревья. Указываются высота растения и/или обхват ствола, все значения приводятся в сантиметрах. Высота (иногда маркируется буквой Н — hight) чаще всего дается не в абсолютном значении, а в некотором диапазоне, например, 50-80 см, 100-125 см и т. д, так как измерить каждый саженец в отдельности не представляется возможным. Обхват ствола также указывается в диапазоне: 8-10 (или 8/10 – через «косую»). В конечном счете характеристики размеров дерева могут выглядеть так: «250 – 300, 8/10», где первое значение – высота, второе – обхват ствола.
Молодые штамбовые деревья с диаметром ствола менее 6 см могут иметь только одну характеристику – высоту, у более взрослых саженцев должны указываться оба параметра.
У штамбовых деревьев должна быть указана высота штамба; у многоствольных – число стволов и их обхват (или, по крайней мере, обхват самого слабого).
У кустарников указывают высоту или длину веток, для солитеров может вводиться и параметр ширины.
Хвойные. Для карликовых хвойных часто бывает достаточно только указания ширины, для среднерослых желательны ширина и высота. Сильнорослые колонновидные хвойные могут характеризоваться только высотой, сильнорослые с широкой кроной – высотой и шириной. Размеры хвойных измеряются от корневой шейки до середины прироста текущего года.

Размеры растения: обозначение в спецификации
(скриншот с сайта АППМ)