Гост 2999-75. металлы и сплавы. метод измерения твердости по виккерсу (с изменениями n 1, 2)
Содержание:
Суть метода
Метод определения твердости по Виккерсу основан на исследовании зависимости глубины проникновения алмазного конуса (индентора) в исследуемый материал от величины усилия. После снятия усилия на поверхности образца остается отпечаток, соответствующий глубине погружения индентора. Ввиду того, что геометрические размеры индентора известны и строго регламентированы, вместо глубины погружения определяют площадь отпечатка в поверхностном слое испытуемого материала.
Определение твердости по Виккерсу возможно для веществ с самыми высокими значениями, поскольку в качестве испытательного конуса используется пирамидка из алмаза, который имеет максимальную известную твёрдость.
Индентор выполнен в виде четырехугольной пирамиды с углами между гранями 136°. Такой угол выбран для того, чтобы сблизить значения метода Виккерса с методом Бриннеля. Таким образом, значения твердости в пределах 400-450 единиц практически совпадают, особенно, в области меньших значений.
Метод Виккерса
Твердость по Виккерсу определяют путем вдавливания пирамиды в испытуемый образец под действием силы определенной величины. Зная приложенную силу и площадь отпечатка можно определить твердость поверхности испытуемого материала.
Вместо расчета площади отпечатка используются значения измеренных диагоналей ромба, между которыми находится прямая зависимость.
Итоговый результат твёрдости определяют по формуле:
Как правило, при измерениях по Виккерсу никаких вычислений по приведенной формуле не применяют, а используют табличные значения, исходя из приложенного усилия, времени воздействия и результирующей площади следа.
Значение приложенной силы регламентировано и составляет 30 кг. Время воздействия на поверхность обычно составляет 10-15 с. Это самые распространенные значения, однако во многих ситуациях необходимо воздействовать на материал образца при помощи иных значений силы.
Величина нагрузки зависит от измеряемого материала (его предполагаемой твердости). Чем тверже поверхность испытуемого образца материала, тем больше нагрузка. Это вызвано стремлением к уменьшению погрешности при определении площади и уменьшения влияния вязкости материала.
Для снижения погрешности также предъявляются ограничения по размерам испытуемого образца. Минимальная толщина образца должна быть в 1,2-1,5 раз больше предполагаемой диагонали отпечатка в зависимости от вида металла (меньшая величина соответствует стали, большая предназначена для цветных металлов). Расстояние между краем образца или краем предыдущего отпечатка и центром отпечатка должно быть не менее 2,5 величины диагонали.
Особые требования предъявляются также к чистоте поверхности. Ее шероховатость не должна превышать 0,16 мкм, что означает необходимость в полировке поверхности.
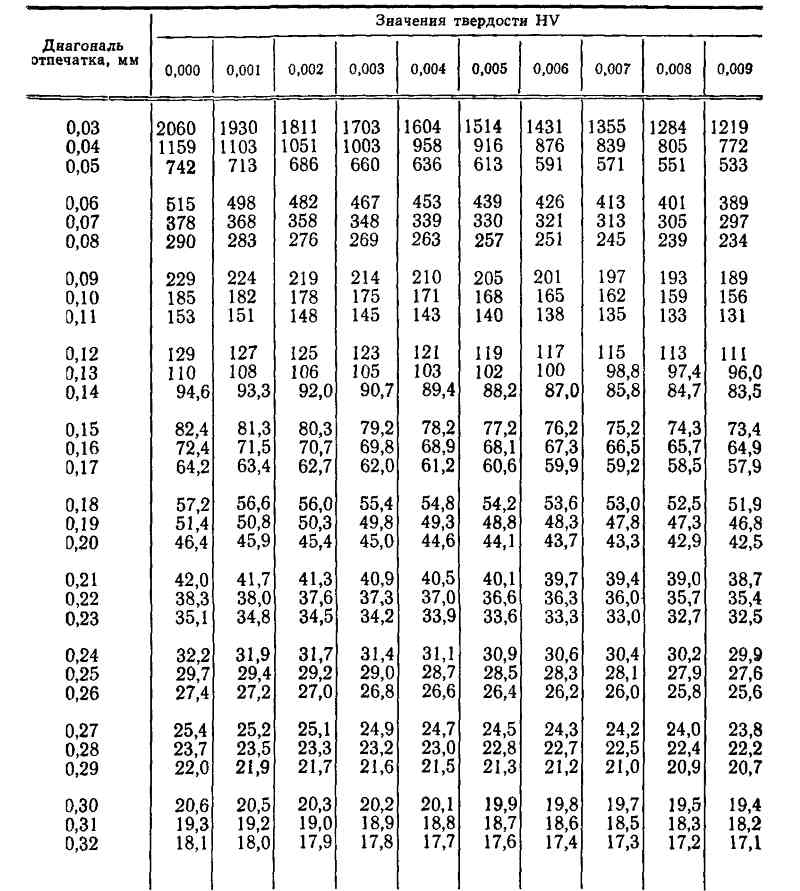
Таблица для определения твердости по Виккерсу
Малые линейные размеры образца требуют применение микроскопа дл измерения размеров отпечатка, причем, чем тверже образец, тем более четкую картинку должен передавать микроскоп для сохранения точности измерения.
Методика проведения испытаний и расчёт твёрдости
Принципиальная схема
Отпечаток индентора на эталонном образце. Твёрдость 96.5 HBW 10/1000/10 (см. )
Метод Бринелля относится к методам вдавливания.
Испытание проводится следующим образом:
- вначале образец подводят к индентору;
- затем вдавливают индентор в образец с плавно нарастающей нагрузкой в течение 2‑8 секунд;
- после достижения максимальной величины, нагрузка на индентор выдерживается в определённом интервале времени (для сталей, обычно, 10‑15 секунд);
- затем снимают приложенную нагрузку, отводят образец от индентора и измеряют диаметр получившегося отпечатка.
В качестве инденторов используются шарики из твёрдого сплава диаметром 1; 2; 2.5; 5 и 10 мм. Величину нагрузки и диаметр шарика выбирают в зависимости от исследуемого материала.
Исследуемые материалы делят на 5 основных групп:
- 1 — сталь, никелевые и титановые сплавы;
- 2 — чугун;
- 3 — медь и сплавы меди;
- 4 — лёгкие металлы и их сплавы;
- 5 — свинец, олово.
Кроме этого, вышеприведенные группы могут разделяться на подгруппы в зависимости от твёрдости образцов.
При выборе условий испытаний следят за тем, чтобы толщина образца, как минимум, в 8 раз превышала глубину вдавливания индентора
И ещё важно контролировать диаметр отпечатка, который должен находиться в пределах от 0.24·D до 0.6·D, где D — диаметр индентора (шарика).. Твёрдость по Бринеллю обозначается «HBW» и может рассчитываться двумя методами:
Твёрдость по Бринеллю обозначается «HBW» и может рассчитываться двумя методами:
- метод восстановленного отпечатка;
- метод невосстановленного отпечатка.
По методу восстановленного отпечатка твёрдость рассчитывается как отношение приложенной нагрузки к площади поверхности отпечатка:
- HBW=,102FπD2(D−D2−d2){\displaystyle {\mbox{HBW}}={\frac {0,102F}{{\frac {\pi D}{2}}\left(D-{\sqrt {D^{2}-d^{2}}}\right)}}},
где:
- F{\displaystyle F} — приложенная нагрузка, Н;
- D{\displaystyle D} — диаметр шарика, мм;
- d{\displaystyle d} — диаметр отпечатка, мм.
По методу невосстановленного отпечатка твёрдость определяется как отношение приложенной нагрузки к площади внедрённой в материал части индентора:
- HBW=,102FπDh{\displaystyle {\mbox{HBW}}={\frac {0,102F}{\pi Dh}}},
где h{\displaystyle h} — глубина внедрения индентора, мм.
Нормативными документами определены:
- диаметры индентора;
- время вдавливания;
- время выдержки под максимальной нагрузкой;
- минимальная толщина образца;
- минимальная и максимальная величины диагоналей отпечатка;
- максимальные нагрузки;
- группа исследуемого материала.
По ISO 6506-1:2005 (ГОСТ 9012-59) регламентированы следующие основные нагрузки: 9.807 Н; 24.52 Н; 49.03 Н; 61.29 Н; 98.07 Н; 153.2 Н; 245.2 Н; 294.2 Н; 306.5 Н; 612.9 Н; 980.7 Н; 1226 Н; 2452 Н; 4903 Н; 7355 Н; 9807 Н; 14 710 Н; 29 420 Н.
Пример обозначения твёрдости по Бринеллю:
- 600 HBW 10/3000/20,
где:
- 600 — значение твёрдости по Бринеллю, кгс/мм²;
- HBW — символьное обозначение твёрдости по Бринеллю;
- 10 — диаметр шарика в мм;
- 3000 — приблизительное значение эквивалентной нагрузки в кгс (3000 кгс = 29 420 Н);
- 20 — время действия нагрузки, с.
Для определения твёрдости по методу Бринелля используют различные твердомеры (например, твердомеры для металлов), как стационарные, так и переносные.
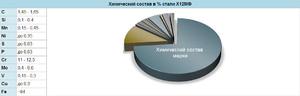
Описание химического состава и его расшифровка
Сталь 95Х18 представляет собой сплав железа с углеродом, легированный хромом. Помимо базовых элементов в составе присутствуют примеси, оказывающие как положительный так и отрицательный эффект на качество сплава. Это – кремний, марганец, сера, фосфор, никель, медь, титан. Какой же процент данных компонентов содержится в стали и как они связаны с ее свойствами?
- Углерод (0,9-1%) повышает твердость и одновременно уменьшает пластичность сталей, что соответственно сказывается отрицательно на литейных свойствах и обрабатываемости стали давлением.
- Хром (17-19%) увеличивает прокаливаемость (эффективность упрочнения термообработкой), повышает абразивный износ, жаропрочность, коррозионностойкость.
- Марганец (до 0,8%) снижает вероятность образования микротрещин, увеличивая тем самым качество поверхности детали. Способствует повышению свойствам пластичности, свариваемости и возможности обработки ковкой.
- Кремний (до 0,8%) повышает прочность и прокаливаемость сплава, не уменьшая при этом значение его пластичности.
- Фосфор (до 0,03%) и сера (до 0,025%) относятся к группе вредных примесей. Их повышенное содержание в химическом составе стали сильно ухудшает механические характеристики сплава. Добавление серы до 0,05% снижает предел упругости в 2,5 раза.
- Титан (до 0,2%), медь (до 0,3%), никель (до 0,6%) положительно влияют на прочность, коррозионностойкость и жаропрочность стали. Но их процент в составе не велик, поэтому и воздействие на общие свойства металла незначительны.
Аналоги
Сталь 95Х18 является российским обозначением данного сплава. Существуют также его зарубежные аналоги. В особенности следует отметить следующие:
- Соединенные штаты Америки – 440С;
- Япония – SUS440C;
- Европейский союз – X105CrMo17.
Примечания
- Kehl G. L. The Principles of Metallographic Laboratory Practice, 3rd Ed., McGraw-Hill Book Co., 1949, p. 229.
- H. M. Rockwell & S. P. Rockwell Hardness-Tester, US Patent 1294171, Feb 1919.
- S. P. Rockwell The Testing of Metals for Hardness // Transactions of the American Society for Steel Treating, Vol. II, № 11, Aug 1922, p. 1013—1033.
- ↑ S. P. Rockwell Hardness-Testing Machine, US Patent 1516207, Nov 1924.
- Lysaght V. E. Indentation Hardness Testing, Reinhold Publishing Corp., 1949, p. 57-62.
- ISO 6508-1:2005. Metallic materials. Rockwell hardness test. Part 1: Test method (scales A, B, C, D, E, F, G, H, K, N, T)
- Smith, William F. & Hashemi, Javad (2001), Foundations of Material Science and Engineering (4th ed.), McGraw-Hill, с. 229, ISBN 0-07-295358-6
Преимущества и недостатки метода
Каждый метод вычисления твердости поверхности обладает своими определенными достоинствами и недостатками. Принято считать, что испытание на твердость по Роквеллу и Бринеллю являются основными, так как позволяют получить наиболее точный результат.
К достоинствам метода измерения твердости по Роквеллу HRC можно отнести нижеприведенные моменты:
- Технология определяет возможность тестирования поверхностей с повышенной твердостью.
- При тестировании поверхность повреждается несущественно, что позволяет исследовать уже готовые изделия.
- Существенно упрощается процесс расчетов показателя твердости, так как нет необходимости в замере диаметра получаемого отпечатка после снятия прилагаемой нагрузки.
- На проведение измерений по Роквеллу уходит всего несколько секунд.
Однако есть и несколько существенных недостатков, которые также нужно учитывать:
- В сравнении с методом по Бринеллю, получаемый результат не так точен.
- Для повышения точности проводимых измерений следует тщательно подготовить поверхность.
Несмотря на то, что получаемые результаты могут иметь достаточно высокую погрешность, этот метод получил широкое распространение в машиностроительной и других отраслях промышленности, так как на тестирование уходит мало времени.
Показатель твердости зависит от достаточно большого количества моментов, к примеру, химического состава. Кроме этого, металлы могут улучшаться закалкой и другими видами термической обработки. Сегодня можно встретить довольно много методической литературы с таблицами, в которых указывается твердость для распространенных материалов. Принимаются эти значения зачастую при выполнении расчетов или проектировании.
На точность проводимых измерений может оказывать влияние:
- Толщина испытуемого образца. Согласно принятым нормам при проникновении алмазного наконечника на 0,2 мм толщина испытуемого образца должна быть не меньше 2 см. В противном случае, полученные данные будут считаться искаженными.
- Если один образец применяется для проведения нескольких тестов, то расстояние между отпечатками должно быть не менее трех их диаметров. Соблюдение этого правила также позволяет получить более точные результаты.
- Результаты на циферблате могут отличаться в зависимости от положения исследователя. Повторные тестирования должны проводиться с одной точки обзора, иначе полученные результаты могут отличаться.
https://youtube.com/watch?v=tJsDHGPNuG0
В заключение отметим, что сегодня подобные исследования проводятся все реже. Это связано с тем, что при изготовлении заготовок достигают высокой точности химического состава и физико-механических свойств. Поэтому каждой марке металла соответствует определенный показатель твердости по Роквеллу. Измерения зачастую проводятся после выполнения химико-термической обработки, когда от соблюдения применяемой технологии зависит конечный результат.
Примечания
- Kehl G. L. The Principles of Metallographic Laboratory Practice, 3rd Ed., McGraw-Hill Book Co., 1949, p. 229.
- H. M. Rockwell & S. P. Rockwell Hardness-Tester, US Patent 1294171, Feb 1919.
- S. P. Rockwell The Testing of Metals for Hardness // Transactions of the American Society for Steel Treating, Vol. II, № 11, Aug 1922, p. 1013—1033.
- ↑ S. P. Rockwell Hardness-Testing Machine, US Patent 1516207, Nov 1924.
- Lysaght V. E. Indentation Hardness Testing, Reinhold Publishing Corp., 1949, p. 57-62.
- ISO 6508-1:2005. Metallic materials. Rockwell hardness test. Part 1: Test method (scales A, B, C, D, E, F, G, H, K, N, T)
- Smith, William F. & Hashemi, Javad (2001), Foundations of Material Science and Engineering (4th ed.), McGraw-Hill, с. 229, ISBN 0-07-295358-6
Шкалы твёрдости по Роквеллу
Циферблат прибора для проверки твёрдости по Роквеллу
Стандартами нормировано 11 шкал определения твердости по методу Роквелла (A; B; C; D; E; F; G; H; K; N; T), эти шкалы различаются типом индентора, испытательной нагрузкой и константами в формуле для вычисления твёрдости по результатам измерения.
Наиболее широко используются два три инденторов: сферический в виде шарика из карбида вольфрама или инструментальной закалённой стали диаметром 1/16 дюйма (1,5875 мм) или шарик диаметром 1/8 дюйма и конический алмазный наконечник с углом при скруглённой вершине 120°. Стандарты предусматривает в зависимости от шкалы 3 фиксированные нагрузки при вдавливании индентора — 60, 100 и 150 кгс.
Численная величина твёрдости определяется по формуле, коэффициенты в которой зависят от шкалы. Для снижения ошибки измерения от состояния испытуемой поверхности принимается относительная разница в глубине проникновения индентора при приложении основной и предварительной (10 кгс) нагрузки (см. рисунок).
Для обозначения твёрдости, определённой по методу Роквелла, используется сокращение HR, с 3-й буквой, указывающая на шкалу, по которой проводились испытания (HRA, HRB, HRC и т. д. до HRT). Например, HRC 64.
| Шкала | Индентор | Нагрузка, кгс |
|---|---|---|
| А | Алмазный конус с углом 120° при вершине | 60 |
| В | Шарик диаметром 1/16 дюйма из карбида вольфрама (или закалённой стали) | 100 |
| С | Алмазный конус с углом 120° при вершине | 150 |
Формулы для определения твёрдости
Чем твёрже материал, тем меньше будет глубина проникновения наконечника в него. Чтобы при большей твёрдости материала не получалось меньшее число твёрдости по Роквеллу, твёрдость определяют по формуле:
- HR=N−H−hs{\displaystyle HR=N-{\frac {H-h}{s}}}
- где разность H−h{\displaystyle H-h} — относительная глубина проникновения индентора под предварительной и основной нагрузками в мм,
- N,{\displaystyle N,} s{\displaystyle s} — константы, зависящие от конкретной шкалы Роквелла (см. таблицу).
Таким образом, твердость по Роквеллу является безразмерной величиной.
| Шкала | Сокращённое обозначение | Испытательная нагрузка | Тип индентора | Область применения | N | s |
|---|---|---|---|---|---|---|
| A | HRA | 60 кгс | 120° алмазный сфероконический* | Карбид вольфрама | 100 | 0,002 мм |
| B | HRB | 100 кгс | Диаметр 1⁄16 дюйма (1,588 мм)стальной, сферический | Алюминиевые сплавы, бронза,мягкие стали | 130 | 0,002 мм |
| C | HRC | 150 кгс | 120° алмазный, сфероконический | Твёрдые сталис HRB > 100 | 100 | 0,002 мм |
| D | HRD | 100 кгс | 120° алмазный, сфероконический | 100 | 0,002 мм | |
| E | HRE | 100 кгс | Диаметр 1⁄8 дюйма (3,175 мм)стальной, сферический | 130 | 0,002 мм | |
| F | HRF | 60 кгс | Диаметр 1⁄16 дюйма (1,588 мм)стальной, сферический | 130 | 0,002 мм | |
| G | HRG | 150 кгс | Диаметр 1⁄16 дюйма (1,588 мм)стальной, сферический | 130 | 0,002 мм | |
| *Радиус сферического скругления вершины конуса 0,2 мм |
Термическая обработка
Во многих случаях термическая обработка позволяет существенно повысить эксплуатационные качества металла. Термическая обработка стали 40Х проводится с учетом особенностей структуры. Рекомендации по выполнению подобной процедуры следующие:
- Закалка стали 40Х проводится в масляной среде. Это позволяет существенно повысить качество поверхностного слоя структуры.
- Проводимая закалка 40Х проводится с последующим охлаждением заготовки. Для этого может применяться обычная воздушная или масляная среда. Масло позволяет существенно повысить качество получаемого изделия, в то время как на воздухе охлаждение происходит при больших размерах. Применение водной среды может привести к появлению окалины и других дефектов.
- Обязательно проводится отпуск, который позволяет снизить внутренние напряжения. Отпуск проводится в масле или на воздухе.
Термообработка стали 40Х проводится в зависимости от нагрузок, на которые рассчитаны изделий. Расчет проводится в зависимости от трех критических точек. Закалка проводится при температуре 860 градусов Цельсия. Показатель часового интервала составляет 4 часа. Отпуск на воздухе может проводиться при температуре 200 градусов Цельсия, при применении масляной ванны показатель повышается до 500 градусов Цельсия. В некоторых случаях проводится нормализация стали 40Х.
При правильном проведении термической обработки твердость после закалки составляет около 217 HB. При этом внутренние напряжения существенно снижаются, за счет чего существенно продлевается срок эксплуатации получаемого изделия.
Свойства Ст 40х при повышенных температурах
В заключение отметим, что рассматриваемая сталь довольно сложна в изготовлении, за счет чего существенно повышается себестоимость. Именно поэтому легированный сплав применяется при изготовлении ответственных изделий, которые должны обладать исключительной прочностью. Поверхность характеризуется достаточно высокой устойчивостью к воздействию влаги, но при этом показатель не соответствует нержавейке. Это связано с тем, что нержавейка имеет в составе хром с концентрацией около 18%. Включение других химических элементов позволяет расширить область применения сплавов.
Примечания
- Kehl G. L. The Principles of Metallographic Laboratory Practice, 3rd Ed., McGraw-Hill Book Co., 1949, p. 229.
- H. M. Rockwell & S. P. Rockwell Hardness-Tester, US Patent 1294171, Feb 1919.
- S. P. Rockwell The Testing of Metals for Hardness // Transactions of the American Society for Steel Treating, Vol. II, № 11, Aug 1922, p. 1013—1033.
- ↑ S. P. Rockwell Hardness-Testing Machine, US Patent 1516207, Nov 1924.
- Lysaght V. E. Indentation Hardness Testing, Reinhold Publishing Corp., 1949, p. 57-62.
- ISO 6508-1:2005. Metallic materials. Rockwell hardness test. Part 1: Test method (scales A, B, C, D, E, F, G, H, K, N, T)
- Smith, William F. & Hashemi, Javad (2001), Foundations of Material Science and Engineering (4th ed.), McGraw-Hill, с. 229, ISBN 0-07-295358-6
Проведение испытания
При испытании материалов, твердость которых не зависит от относительной влажности, дюрометр и образцы для испытания кондиционируют не менее 1 ч в условиях одной из стандартных атмосфер по ГОСТ 12423-2013 «Пластмассы. Условия кондиционирования и испытания образцов (проб)» (ISO 291), защитив их от воздействия прямых солнечных лучей. При испытании материалов, твердость которых зависит от относительной влажности, образцы для испытаний следует кондиционировать по тем же стандартам или согласно соответствующей нормативно-технической документации на испытуемый материал.
При этих же условиях проводят испытание.
Испытуемый образец должен иметь толщину не менее 6 мм. Для достижения необходимой толщины образец для испытаний может состоять из нескольких тонких слоев, но результаты испытаний, полученные с такими образцами, могут не согласовываться с результатами испытаний цельных образцов, так как поверхности таких слоев иногда не полностью соприкасаются друг с другом.
Размеры образцов должны позволять проводить испытание на расстоянии не менее 12 мм от любого края, если только заранее не будет известно, что при испытаниях на меньшем расстоянии от края достигаются идентичные результаты. Поверхность образца в месте контакта с опорной поверхностью на площади радиусом не менее 6 мм от кончика индентора должна быть очень ровной. На кривых, неровных или шероховатых поверхностях нельзя получить удовлетворительные результаты измерения твердости с помощью дюрометра.
Испытуемый образец помещают на твердую ровную горизонтальную поверхность. Дюрометр устанавливают в вертикальном положении так, чтобы кончик индентора находился на расстоянии не менее 12 мм от любого края образца. Как можно быстрее без толчка к образцу прижимают опорную поверхность дюрометра, держа её параллельно поверхности испытуемого образца. К опорной поверхности с помощью специального приспособления или груза прилагают давление, достаточное для обеспечения надежного контакта с образцом.
Допускается пригружение твердомера вручную.
Снимают показания индикаторного устройства спустя 15+1 с. Если необходимо произвести мгновенное измерение, то показание снимают в течение 1 с после прижатия опорной поверхности к образцу. В этом случае записывают максимальное значение, которое покажет индикатор дюрометра.
Лучшая воспроизводимость может быть достигнута путём использования подставки (штатива) для дюрометра или груза, центрируемого по оси индентора, или того и другого вместе для прижатия опорной поверхности к образцу. Для дюрометра типа А рекомендуется масса груза 1 кг, а для дюрометра типа D — 5 кг. Интервал времени, после которого снимают показания, может устанавливаться на отдельные материалы собственной нормативно-технической документацией.
Проводят пять измерений твердости в разных местах поверхности образца, но на расстоянии не менее 6 мм от точки предыдущего измерения, и определяют среднее значение. Рекомендуется при получении с помощью дюрометра типа A значений выше 90 испытания проводить с дюрометром типа D, а при получении с помощью дюрометра типа D значений меньше 20 испытания проводить с помощью дюрометра типа A.
Оформляют протокол испытаний, в который включают:
- ссылку на стандарт;
- полную идентификацию испытуемого материала;
- описание образца для испытания, включая толщину, а в случае применения составного образца и число слоев;
- температуру испытания и относительную влажность, если твердость испытуемого материала зависит от влажности;
- тип дюрометра (A, D и т. д.);
- если известно и если требуется, время, прошедшее с момента изготовления образца до момента измерения твердости;
- отдельные значения твердости и интервал времени, по истечении которого эти показания снимались;
- среднее значение твердости;
- отдельные подробности процедуры, не указанные в стандартах, на которые имеются ссылки, и любые другие указания, которые могут повлиять на результаты.
Показания можно записывать по следующей форме, твердость по Шору: А/15:45, где A — тип дюрометра, 15 — время в секундах от момента приведения опорной поверхности в тесный контакт с образцом до момента снятия показания, 45 — показания. Аналогичным образом твердость по Шору D/1:60 означает показание 60, полученное с помощью дюрометра типа D в течение 1 с или от максимального показания.
Шкалы твёрдости по Роквеллу
Циферблат прибора для проверки твёрдости по Роквеллу
Стандартами нормировано 11 шкал определения твёрдости по методу Роквелла (A; B; C; D; E; F; G; H; K; N; T), эти шкалы различаются типом индентора, испытательной нагрузкой и константами в формуле для вычисления твёрдости по результатам измерения.
Наиболее широко используются два-три индентора: сферический в виде шарика из карбида вольфрама или инструментальной закалённой стали диаметром 1/16 дюйма (1,5875 мм) или шарик диаметром 1/8 дюйма и конический алмазный наконечник с углом при скруглённой вершине 120°. Стандарты предусматривают в зависимости от шкалы 3 фиксированные нагрузки при вдавливании индентора — 60, 100 и 150 кгс.
Численная величина твёрдости определяется по формуле, коэффициенты в которой зависят от шкалы. Для снижения ошибки измерения от состояния испытуемой поверхности принимается относительная разница в глубине проникновения индентора при приложении основной и предварительной (10 кгс) нагрузки (см. рисунок).
Для обозначения твёрдости, определённой по методу Роквелла, используется сокращение HR, с 3-й буквой, указывающая на шкалу, по которой проводились испытания (HRA, HRB, HRC и т. д. до HRT). Например, HRC 64.
| Шкала | Индентор | Нагрузка, кгс |
|---|---|---|
| А | Алмазный конус с углом 120° при вершине | 60 |
| В | Шарик диаметром 1/16 дюйма из карбида вольфрама (или закалённой стали) | 100 |
| С | Алмазный конус с углом 120° при вершине | 150 |
Формулы для определения твёрдости
Чем твёрже материал, тем меньше будет глубина проникновения наконечника в него. Чтобы при большей твёрдости материала не получалось меньшее число твёрдости по Роквеллу, твёрдость определяют по формуле:
- HR=N−H−hs{\displaystyle HR=N-{\frac {H-h}{s}}}
- где разность H−h{\displaystyle H-h} — относительная глубина проникновения индентора под предварительной и основной нагрузками в мм,
- N,{\displaystyle N,} s{\displaystyle s} — константы, зависящие от конкретной шкалы Роквелла (см. таблицу).
Таким образом, твёрдость по Роквеллу является безразмерной величиной.
| Шкала | Сокращённое обозначение | Испытательная нагрузка | Тип индентора | Область применения | N | s |
|---|---|---|---|---|---|---|
| A | HRA | 60 кгс | 120° алмазный сфероконический* | Карбид вольфрама | 100 | 0,002 мм |
| B | HRB | 100 кгс | Диаметр 1⁄16 дюйма (1,588 мм)стальной, сферический | Алюминиевые сплавы, бронза,мягкие стали | 130 | 0,002 мм |
| C | HRC | 150 кгс | 120° алмазный, сфероконический | Твёрдые сталис HRB > 100 | 100 | 0,002 мм |
| D | HRD | 100 кгс | 120° алмазный, сфероконический | 100 | 0,002 мм | |
| E | HRE | 100 кгс | Диаметр 1⁄8 дюйма (3,175 мм)стальной, сферический | 130 | 0,002 мм | |
| F | HRF | 60 кгс | Диаметр 1⁄16 дюйма (1,588 мм)стальной, сферический | 130 | 0,002 мм | |
| G | HRG | 150 кгс | Диаметр 1⁄16 дюйма (1,588 мм)стальной, сферический | 130 | 0,002 мм | |
| *Радиус сферического скругления вершины конуса 0,2 мм |