Сдать сплав 08х17н6т (гост 5632 — 72) в санкт-петербурге
Содержание:
2.6 Качество металла труб
2.6.1 Макроструктура труб не должна иметь пустот, трещин,
пузырей и других дефектов, видимых без применения вспомогательных средств.
На поверхности и торцах труб не допускаются трещины, плены,
рванины, закаты, расслоения, пузыри-вздутия.
Допускаются не выводящие толщину стенки за допустимые
значения дефекты, обусловленные технологией горячей прокатки труб:
— тонкий плотный слой окалины;
— мелкие (протяженностью не более 20 мм в любом направлении)
плены;
— отдельные отпечатки, рябизна, забоины, раковины и другие
дефекты глубиной не более 10 % толщины стенки, но не более 1,5 мм.
Допускаются не выводящие толщину стенки за допустимые
значения, нанесенные в холодном состоянии при отделке труб в холодном состоянии
риски и царапины:
— глубиной не более 0,2 мм — без ограничения протяженности;
— глубиной свыше 0,2 мм, но не более 0,4 мм — при
протяженности не более 150 мм.
На поверхности труб не допускаются вмятины глубиной более
3,0 мм, а также вмятины, выводящие толщину стенки за предельные отклонения. Не
допускаются вмятины любых размеров с механическими повреждениями поверхности.
Недопустимые по виду и размерам дефекты поверхности должны
быть удалены механической зачисткой. Толщина стенки в местах зачистки должна
соответствовать требованиям .
Ремонт дефектов сваркой не допускается.
2.6.2 Каждая труба по всей длине должна подвергаться
неразрушающему контролю в соответствии с требованиями приложения .
Величина магнитной индукции труб после проведения
неразрушающего контроля не должна превышать 2 мТл (20 Гс).
Изготовитель может гарантировать величину магнитной индукции
труб без проведения приемо-сдаточных испытаний.
(Подраздел 2.6 новая редакция. Изм. № 1)
Виды проката
Все вышеперечисленные описания делают марку стали 20 востребованной при изготовлении разного вида прокатного профиля. Прокат получают двумя основными способами:
- Горячее деформирование. Применяют к заготовкам, толщина которых более 4 мм. Недостатком такой обработки — образование окалины, являющейся дополнительным концентратором напряжения.
- Холодное деформирование. Используют при прокате заготовок толщиной до 4 мм. Основное преимущество данной обработки — дополнительное упрочнение сплава в результате наклепа.
Из стали 20 получают следующие изделия:
- Цельносварные холоднокатаные трубы. Листы сворачивают по радиусу и затем сваривают его края прямым швом.
- Бесшовные трубы. Получают методом горячего и холодного волочения. Особенности данных труб — повышенная прочность, по сравнению с их сварными аналогами и, соответственно, более высокая стоимость.
- Всевозможные виды профиля: пруток, лист, уголок, швеллер, двутавр, проволока и прочее.
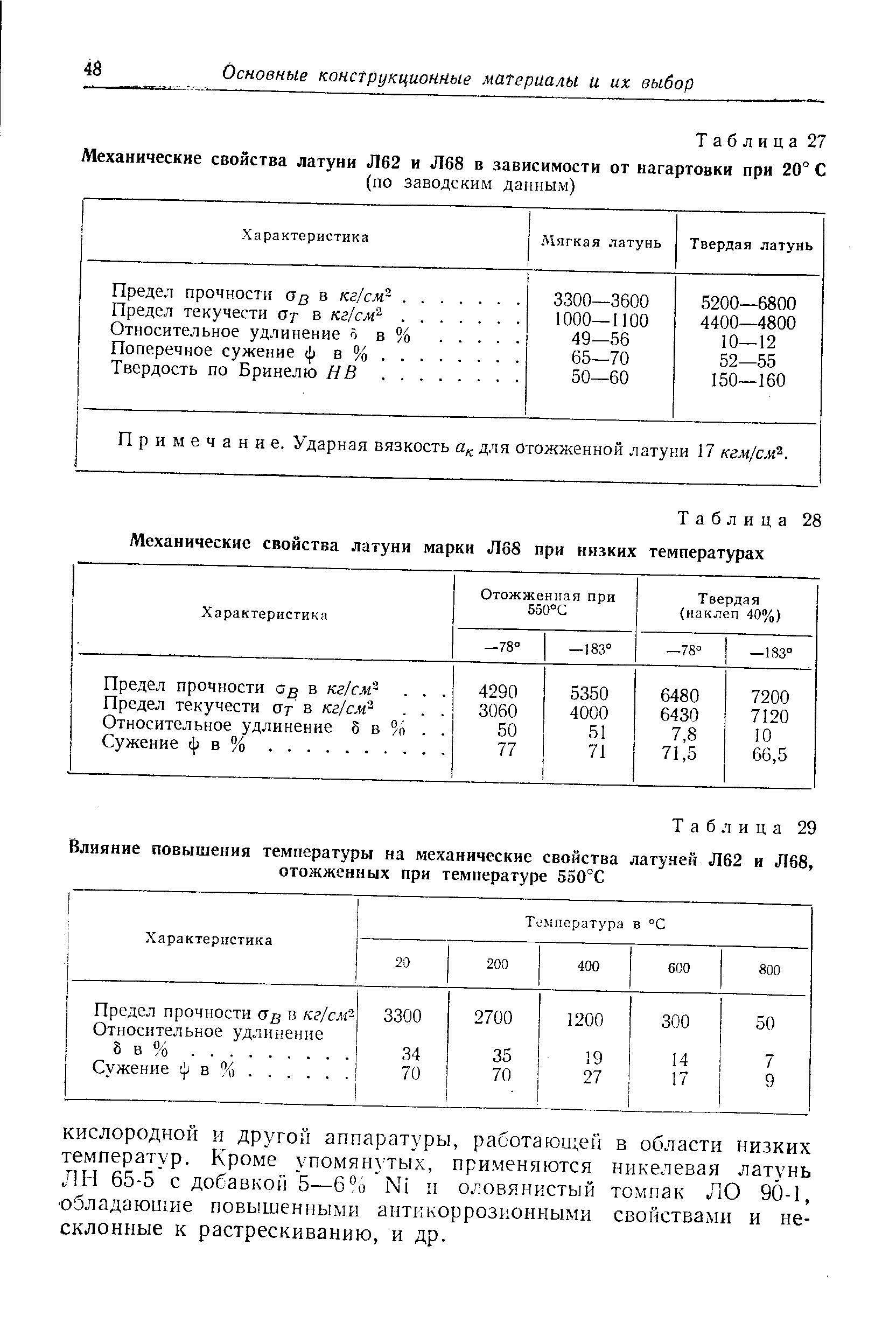
Механические характеристики
| Сечение, мм | sТ|s0,2, МПа | σB, МПа | d5, % | y, % | кДж/м2, кДж/м2 | Твёрдость по Бринеллю, МПа |
|---|---|---|---|---|---|---|
| Заготовка трубная по ТУ 14-1-170-72. Закалка в воду с 950-1050 °C. Образцы продольные | ||||||
| ≥343 | ≥588 | ≥25 | — | — | — | |
| Листы. Закалка в воду с 980-1020 °С | ||||||
| — | 370 | 960 | 22 | 51 | — | — |
| Нагрев до 1100 °С, выдержка 30 мин. (Указана температура и время тепловой выдержки) | ||||||
| — | ≥490 | ≥650 | ≥41 | ≥70 | — | — |
| Заготовки деталей трубопроводной арматуры по СТ ЦКБА 016-2005. Закалка в воду или на воздухе с 950-1050 °С (выдержка 1,0-1,5 мин/мм наибольшего сечения но не менее 0,5 ч) | ||||||
| ≤60 | ≥343 | ≥589 | ≥20 | ≥45 | — | 140-200 |
| Нагрев до 1100 °С, выдержка 30 мин. (Указана температура и время тепловой выдержки) | ||||||
| — | ≥520 | ≥710 | ≥44 | ≥73 | — | — |
| Листы. Закалка в воду с 980-1020 °С | ||||||
| — | — | 29-49 | 66-100 | 82-88 | — | — |
| Заготовки деталей трубопроводной арматуры по СТ ЦКБА 016-2005. Закалка в воду или на воздухе с 950-1050 °С (выдержка 1,0-1,5 мин/мм наибольшего сечения но не менее 0,5 ч) | ||||||
| 60-100 | ≥343 | ≥589 | ≥19 | ≥40 | ≥784 | 140-200 |
| Нагрев до 1100 °С, выдержка 30 мин. (Указана температура и время тепловой выдержки) | ||||||
| — | ≥540 | ≥650 | ≥39 | ≥74 | — | — |
| Листы. Закалка в воду с 980-1020 °С | ||||||
| — | — | 69-78 | 60-75 | 65-80 | — | — |
| Заготовки деталей трубопроводной арматуры по СТ ЦКБА 016-2005. Закалка в воду или на воздухе с 950-1050 °С (выдержка 1,0-1,5 мин/мм наибольшего сечения но не менее 0,5 ч) | ||||||
| 100-300 | ≥343 | ≥589 | ≥17 | ≥35 | ≥588 | — |
| Нагрев до 1100 °С, выдержка 30 мин. (Указана температура и время тепловой выдержки) | ||||||
| — | ≥470 | ≥920 | ≥21 | ≥29 | — | — |
| Листы. Закалка в воду с 980-1020 °С | ||||||
| — | — | 110-140 | 62-68 | 72-75 | — | — |
| Нагрев до 1100 °С, выдержка 30 мин. (Указана температура и время тепловой выдержки) | ||||||
| — | ≥880 | ≥1040 | ≥11 | ≥9 | — | — |
| Листовой горячекатаный (1,5-3,9 мм) и холоднокатаный (0,7-3,9 мм) прокат по ГОСТ 5582-75. Закалка в воду или на воздухе с 950-1050 °C | ||||||
| — | — | ≥640 | ≥20 | — | — | — |
| Листы. Закалка в воду с 980-1020 °С | ||||||
| — | — | 175-195 | 40-45 | — | — | — |
| Листовой горячекатаный (4,0-50,0 мм) и холоднокатаный (4,0-5,0 мм) прокат по ГОСТ 7350-77. Закалка в воду от 1000-1050 °С | ||||||
| — | ≥345 | ≥590 | ≥18 | — | ≥588 | — |
| Листы. Закалка в воду с 980-1020 °С | ||||||
| — | 175-215 | 295-340 | 35-38 | — | — | — |
| Нагрев до 1100 °С, выдержка 30 мин. (Указана температура и время тепловой выдержки) | ||||||
| — | ≥460 | ≥620 | ≥46 | ≥65 | — | — |
| Поковки для деталей стойких к МКК. Закалка на воздухе или в воду от 950-1050 °C | ||||||
| 100-300 | ≥343 | ≥589 | ≥17 | ≥35 | — | 121-229 |
| Листы. Закалка в воду с 980-1020 °С | ||||||
| — | 235-295 | 410-440 | 30-35 | — | — | — |
| Поковки для деталей стойких к МКК. Закалка на воздухе или в воду от 950-1050 °C | ||||||
| 60-100 | ≥343 | ≥589 | ≥19 | ≥40 | — | 121-229 |
| Листы. Закалка в воду с 980-1020 °С | ||||||
| — | 245-295 | 490-550 | 30-35 | — | — | — |
| Поковки для деталей стойких к МКК. Закалка на воздухе или в воду от 950-1050 °C | ||||||
| 60 | ≥343 | ≥589 | ≥20 | ≥45 | — | 121-229 |
| Листы. Закалка в воду с 980-1020 °С | ||||||
| — | 295-350 | 540-590 | 30-35 | — | — | — |
| Сортовой прокат горячекатаный и кованый по ГОСТ 5949-75. Закалка на воздухе с 950-1050 °C | ||||||
| ≥345 | ≥590 | ≥20 | ≥45 | — | — | |
| Листы. Закалка в воду с 980-1020 °С | ||||||
| — | — | 20-29 | 110-118 | 75-88 | — | — |
| Сортовой прокат горячекатаный и кованый по СТП 26.260.484-2004. Закалка в воду или на воздухе с 1020-1050 °C | ||||||
| ≥350 | ≥600 | ≥20 | ≥45 | ≥588 | — | |
| Трубы бесшовные горяче и холоднодеформированные, термообработанные по ТУ 14-3-1905-93. В состоянии поставки (указан наружный диаметр труб) | ||||||
| 76-159 | ≥343 | ≥588 | ≥20 | — | — | — |
| Трубы бесшовные горячедеформированные в состоянии поставки по ГОСТ 9940-81 | ||||||
| — | ≥588 | ≥24 | — | — | — |
Другие сплавы из категории Сталь коррозионно-стойкая обыкновенная
| Марка сплава | ГОСТ | Хим. состав |
|---|---|---|
| 03Х16Н15М3 | ГОСТ 5632 — 72 | Feот 62.5%Cr15-17%Ni14-16%Mo2.5-3%… |
| 03Х16Н15М3Б | ГОСТ 5632 — 72 | Feот 62%Cr15-17%Ni14-16%Mo2.5-3%Nb0.25-0.5%… |
| 03Х18Н11 | ГОСТ 5632 — 72 | Feот 66.1%Cr17-19%Ni10.5-12%… |
| 03Х18Н12 | ГОСТ 5632 — 72 | Feот 67.1%Cr17-19%Ni11.5-13%… |
| 03Х18Н16М3 | ГОСТ Р 51394 — 99 | Feот 60.6%Cr17-18.5%Ni14.5-16.5%Mo2.6-3.1%Mn0.2-0.4%… |
| 03Х21Н21М4ГБ | ГОСТ 5632 — 72 | Feот 49.1%Cr20-22%Ni20-22%Mo3.4-3.7%Mn1.8-2.5%… |
| 03Х22Н6М2 | ГОСТ 5632 — 72 | Feот 65.2%Cr21-23%Ni5.5-6.5%Mo1.8-2.5%Mn1-2%… |
| 03Х23Н6 | ГОСТ 5632 — 72 | Feот 66.9%Cr22-24%Ni5.6-6.3%Mn1-2%… |
| 04Х17Т | ГОСТ 11068 — 81 | Feот 79.8%Cr16.5-18.5%… |
| 04Х18Н10 | ГОСТ 5632 — 72 | Feот 67.1%Cr17-19%Ni9-11%… |
| 06Х18Н11 | ГОСТ 5632 — 72 | Feот 66.1%Cr17-19%Ni10-12%… |
| 07Х16Н4Б | ГОСТ 5632 — 72 | Feот 77.4%Cr15-16.5%Ni3.5-4.5%Mn0.25-0.5%Nb0.2-0.4%C0.05-0.1%… |
| 07Х16Н6 | ГОСТ 5632 — 72 | Feот 73.3%Cr15.5-17%Ni5-8%C0.05-0.09%… |
| 08Х10Н20Т2 | ГОСТ 5632 — 72 | Feот 61.6%Ni18-20%Cr10-12%Ti1.5-2.5%… |
| 08Х17Н13М2Т | ГОСТ 5632 — 72 | Feот 61.8%Cr16-18%Ni12-14%Mo2-3%… |
| 08Х17Н15М3Т | ГОСТ 5632 — 72 | Feот 58.5%Cr16-18%Ni14-16%Mo3-4%Ti0.3-0.6%… |
| 08Х17Н5М3 | ГОСТ 5632 — 72 | Feот 71.7%Cr16-17.5%Ni4.5-5.5%Mo3-3.5%C0.06-0.1%… |
| 08Х17Н6Т | ГОСТ 5632 — 72 | Feот 73.5%Cr16.5-18%Ni5.5-6.5%Ti0.15-0.3%… |
| 08Х18Г8Н2Т | ГОСТ 5632 — 72 | Feот 67.5%Cr17-19%Mn7-9%Ni1.8-2.8%Ti0.2-0.5%… |
| 08Х18Н12Б | ГОСТ 5632 — 72 | Feот 65.1%Cr17-19%Ni11-13%… |
| 08Х18Н12Т | ГОСТ 5632 — 72 | Feот 65.1%Cr17-19%Ni11-13%… |
| 08Х18Тч | ГОСТ 5632 — 72 | Feот 79%Cr17-19%… |
| 08Х22Н6Т | ГОСТ 5632 — 72 | Feот 97.7%Cr0.21-0.23%Ni0.053-0.063%… |
| 09Х15Н8Ю | ГОСТ 5632 — 72 | Feот 71.6%Cr14-16%Ni7-9.4%Al0.7-1.3%… |
| 09Х16Н4Б | ГОСТ 5632 — 72 | Feот 77.6%Cr15-16.5%Ni4-4.6%C0.08-0.1%Nb0.05-0.1%… |
| 09Х17Н7Ю | ГОСТ 5632 — 72 | Feот 72.7%Cr16-17.5%Ni7-8%Al0.5-0.8%… |
| 09Х17Н7Ю1 | ГОСТ 5632 — 72 | Feот 71.7%Cr16.5-18%Ni6.5-7.5%Al0.7-1.1%… |
| 10Х14АГ15 | ГОСТ 5632 — 72 | Feот 66.7%Mn14.5-16%Cr13-15%N0.15-0.2%… |
| 10Х14Г14Н3 | ГОСТ 5632 — 72, в последней версии материал отсутствует | Feот 66.6%Mn13-15%Cr12.5-14%Ni2.7-3.5%C0.09-0.1%… |
| 10Х17Н13М2Т | ГОСТ 5632 — 72 | Feот 61.7%Cr16-18%Ni12-14%Mo2-3%… |
| 10Х17Н13М3Т | ГОСТ 5632 — 72 | Feот 61%Cr16-18%Ni12-14%Mo3-4%… |
| 12Х17Г9АН4 | ГОСТ 5632 — 72 | Feот 65.8%Cr16-18%Mn8-10.5%Ni3.5-4.5%N0.15-0.2%… |
| 12Х18Н10Е | ГОСТ 5632 — 72 | Feот 66.7%Cr17-19%Ni9-11%Se0.18-0.3%… |
| 12Х21Н5Т | ГОСТ 5632 — 72 | Feот 69.1%Cr20-22%Ni4.8-5.8%Ti0.25-0.5%C0.09-0.1%… |
| 15Х17АГ14 | ГОСТ 5632 — 72, в последней версии материал отсутствует | Feот 65.1%Cr16-18%Mn13.5-15%N0.25-0.3%… |
| 15Х18Н12С4ТЮ | ГОСТ 5632 — 72 | Feот 61.3%Cr17-19%Ni11-13%Si3.8-4.5%Mn0.5-1%Ti0.4-0.7%Al0.13-0.3%C0.12-0.1%… |
| 17Х18Н9 | ГОСТ 5632 — 72 | Feот 77.9%Cr17-19%Ni8-1%C0.13-0.2%… |
| 20Х13Н4Г9 | ГОСТ 5632 — 72 | Feот 70.1%Cr12-14%Mn8-10%Ni3.7-4.7%C0.15-0.3%… |
| 20Х17Н2 | ГОСТ 5632 — 72 | Feот 77.6%Cr16-18%Ni1.5-2.5%C0.17-0.2%… |
| 25Х13Н2 | ГОСТ 5632 — 72 | Feот 81.2%Cr12-14%Ni1.5-2%Mn0.8-1.2%C0.2-0.3%S0.15-0.2%P0.08-0.1%… |
| 30Х10Г10 | ГОСТ 5632 — 72, в последней версии материал отсутствует | Feот 77.6%Cr9-11%Mn9-11%C0.3-0.4%… |
| 65Х13 | ГОСТ 5632 — 72 | Feот 83.4%Cr12-14%C0.6-0.7%Mn0.25-0.8%Si0.2-0.5%… |
| 95Х18 | ГОСТ 5632 — 72 | Feот 77.2%Cr17-19%C0.9-1%… |
Расшифровка
Сталь 20 относится к группе высококачественных конструкционных сталей. Высококачественная означает более строгие требования к химическому составу шихты, процессам выплавки и разливки.
Сталь 20 включает в себя следующие химические элементы:
- Углерод (0,2%). Цифра 20 в названии сплава отображает содержание данного компонента в сотых долях процента. Углерод ответственен за упрочнение. Увеличение его в составе приводит к повышению твердости и прочности. Обратным эффектом является параллельное уменьшение пластичности.
- Кремний (0,17-0,35%). Основное назначение кремния – это удаление частиц водорода, кислорода и азота из состава сплава. Наличие данных газов в составе повышает пористость и количество газовых раковин, что сильно снижает прочность стали.
- Марганец (0,35-0,6%), как и кремний, — сильный раскислитель, но помимо этого активно способствует удалению серы. Он положительно влияет на качество поверхности сплава. Также снижает вероятность образования трещин во время горячей обработки давлением. Улучшает протекание процессов сварки и ковки.
- Никель (до 0,3%), хром (до 0,2%) и медь (до 0,3%) в целом положительно влияют как на механические, так и на коррозионностойкие характеристики стали. Но их содержание слишком мало, чтобы оказать какое-то серьезное воздействие на сплав.
- Фосфор (до 0,035%) и сера (до 0,04) относятся к вредным типам примесей. Их содержание является причиной повышенной хрупкости стали. Также сильно падает значение вязкости и, соответственно, устойчивости к ударным нагрузкам.
- Остальная часть химического состава приходится на железо.
По уровню раскисления сталь марки 20 делится на 3 категории: спокойная, полуспокойная и кипящая.
- Спокойная сталь 20 получается в результате полного удаления кислорода из состава сплава. Осуществляется это с помощью введения таких элементов как кремний и марганец. Данный тип стали включает минимальное количество оксидов железа, которое и способствует «спокойному» (без выделения газов) застыванию сплава в ковше. Сталь получается плотная и однородная по составу. Лишь в верхней части образуется газовая раковина, которая благополучно удаляется в процессе механической обработки.
- Кипящая сталь 20 раскисляется только марганцем. Как результат, это становится причиной повышенного содержания закиси железа. Данное соединение при взаимодействии с углеродом образует углекислый газ. Как следствие, на поверхности расплавленного сплава начинают появляться газовые пузыри, создавая впечатление, будто сплав кипит. Данная сталь имеет высокую пористость. Ее химические компоненты неравномерно распределены по всему объему сплава. Все это приводит к резкому снижению механических характеристик, увеличению риска образования трещин и ухудшение свариваемости. Среди плюсов кипящей стали стоит отметить меньшую стоимость и безотходность производства.
Существует также полуспокойная сталь 20, которая по своим характеристикам представляет что-то среднее между двумя вышеописанными видами сталей.
2.1 Сортамент
2.1.1 Трубы изготовляют из сталей марок 10, 20, 09Г2С и
10Г2А.
2.1.2 Трубы изготовляют наружным
диаметром от 57 до 426 мм с толщиной стенки от 4 до 25 мм в сортаменте ГОСТ
8732.
Допускается изготовление труб с другими наружным диаметром и
толщиной стенки в диапазоне размеров, указанных выше, по согласованию между
изготовителем и потребителем.
Трубы классов прочности К42 и К48 изготовляют наружным
диаметром от 245 до 426 мм.
(Измененная редакция. Изм. № 1)
2.1.3 Трубы поставляют длиной от 8,0 до 12,0 м.
Допускается поставка в каждой партии не более 10 % труб
длиной от 7,0 до 8,0 м.
Длину труб с толщиной стенки 16,0 мм и более устанавливают
по согласованию между изготовителем и заказчиком.
(Измененная редакция. Изм. № 1)
Область применения
Низкая стоимость определяет то, что сталь 20, применение которой связано с изготовлением различных изделий, стали использовать для создания различного рода заготовок. Рассматривая особенности стали марки 20 и ее области применения, отметим следующие моменты:
- Чаще всего применяется при котлостроении. Примером назовем изготовление труб и нагревательных элементов различного назначения.
- В промышленность поставляются заготовки в виде прутка или листа.
- Очень часто сталь улучшается путем цементации. Это позволяет увеличить твердость поверхности, но пластичную сердцевину. Примером можно назвать различные оси, кулачки и валики, пальцы и шпиндели, толкательные клапана, пальцы рессора и другие элементы, получившие широкое распространение в машиностроении.
- На производственные площадки поставляется прокат с различным диаметром. При этом заготовка может обрабатываться резанием при применении токарного и фрезерного, сверлильного и другого оборудования.
- Трубы изготавливаются при применении электросварки. Для этого применяется листовая сталь, которая сваривается в точке соприкосновения. При применении метода горячей деформации получают бесшовные трубы, которые обладают высокими эксплуатационными характеристиками.

Лист сталь 20
Подобные стали применяются на протяжении длительного периода. Стоит учитывать, что температура применения довольно низкая. Другими словами, структура может быстро нагреваться, за счет чего существенно повышается пластичность. Также металл не может выдерживать воздействие низкой температуры, так как она делает структуру более хрупкой. Существенно увеличить область применения стали 20 смогли при правильном проведении термической обработки, а также легировании структуры.
Описание
Сталь 80Г20Ф2Ю применяется: для изготовления сортового проката и поковок; конструкций корпусов кораблей, судов и изделий судовой техники (валов, баллеров, осей, червяков и зубчатых колес тихоходных механизмов, ступиц, муфт, силовых шпилек, рессор, копиров, пальцев, деталей узлов трения гидромоторов).
Примечание
Маломагнитная дисперсионно-упрочняемая сталь аустенитного класса.
Сталь не преданзначена для работы в агрессивной среде, в т. ч. в морской воде.
Высокая статическая прочность обеспечивается термической обработкой за счет дисперсионного упрочнения — выделения дисперсных карбидов ванадия. Благодаря высокому содержанию углерода и ванадия сталь имеет низкую склонность к росту зерна при нагреве и позволяет обеспечить в поковках мелкодисперсную структуру, необходимую для качественного азотирования изделий.
Магнитная проницаемость μ ≤ 1,01 гс/э и практически не изменяется при любой термической и термомеханической обработке. Азотирование может повысить магнитную проницаемость до 1,2 гс/э.
2.7 Гидравлические испытания
2.7.1 Каждая труба должна выдерживать
без обнаружения течи пробное гидравлическое давление, рассчитанное по ГОСТ
3845 при расчетном значении окружных напряжений (R) в стенке трубы, равном
95 % от установленного минимального предела текучести марки стали или класса
прочности с выдержкой под давлением не менее 20 с.
Трубы, при гидравлических испытаниях которых выявлены течи,
изменения формы или вздутия, отбраковывают.
2.7.2 Для труб наружным диаметром менее 219 мм допускается
замена гидравлических испытаний неразрушающим дефектоскопическим контролем в
соответствии с (приложение А) по
документации изготовителя, утвержденной в установленном порядке.
(Подраздел 2.7 новая редакция. Изм. № 1)
2.3 Способ производства
2.3.1 Трубы, поставляемые по настоящим техническим условиям,
изготовляют бесшовными, способами горячей прокатки или горячего прессования.
2.3.2 Трубы изготовляют из катаных, кованых,
непрерывно-литых заготовок, слитков электрошлакового переплава (ЭШП).
Заготовка, используемая для производства труб, должна быть
изготовлена из стали, полученной кислородно-конвертерным или
электросталеплавильным способом, с последующей внепечной обработкой.
Допускается применение стали, полученной мартеновским
способом, прошедшей внепечную обработку в установке печь-ковш, для изготовления
труб из кованых заготовок».
(Измененная редакция. Изм. № 1)
2.3.3 (Исключен. Изм. № 1)
2.3.4 Трубы поставляют в состоянии после термической
обработки. Допускается нормализация с прокатного нагрева.
По требованию заказчика трубы поставляют с проведением
термической обработки определенного вида, согласованного при размещении заказа.
(Измененная редакцияИзм. № 1)