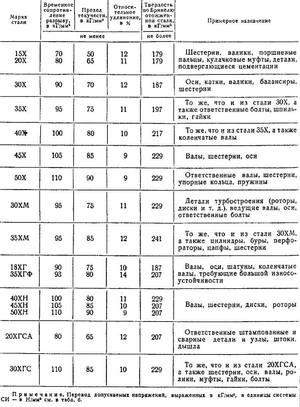
Сталь 12хн3а
Механические характеристики
| Сечение, мм |
t отпуска, °C |
sТ|s0,2, МПа |
σB, МПа |
d5, % |
y, % |
кДж/м2, кДж/м2 |
Твёрдость по Бринеллю, МПа |
HRC |
| Трубы бесшовные горячедеформированные в состоянии поставки термообработанные |
|
— |
≥392 |
≥539 |
≥14 |
— |
— |
— |
— |
| Сортовой прокат (пруток). Закалка в воду или масло с 860 °С + Закалка в воду или масло с 760-810 °С + Отпуск при 180 °С, охлаждение на воздухе или в масле |
| ≤15 |
— |
≥590 |
≥780 |
≥12 |
≥50 |
≥863 |
— |
— |
| Сортовой прокат. Нормализация при 860 °С + Закалка в масло с 810 °С + Отпуск |
| — |
200 |
≥830 |
≥1050 |
≥13 |
≥66 |
— |
— |
≥27 |
| Сортовой прокат (пруток). Закалка в масло с 880 °C + Отпуск при 600 °C, охлаждение в воде |
| 15-30 |
— |
≥420 |
≥550 |
≥29 |
≥79 |
≥363 |
— |
— |
| Сортовой прокат. Нормализация при 860 °С + Закалка в масло с 810 °С + Отпуск |
| — |
300 |
≥860 |
≥980 |
≥12 |
≥68 |
— |
— |
≥25 |
| Сортовой прокат (пруток). Цементация при 920-950 °С + Закалка в масло с 790-810 °С + Отпуск при 180-200 °С, охлаждение на воздухе |
| 60-100 |
— |
≥590 |
≥780 |
≥12 |
≥45 |
≥677 |
≥249 |
57-63 |
| Сортовой прокат. Нормализация при 860 °С + Закалка в масло с 810 °С + Отпуск |
| — |
400 |
≥890 |
≥950 |
≥12 |
≥70 |
— |
— |
≥24 |
| Сортовой прокат (пруток). Цианирование при 840-860 °С + Закалка в масло с 840-860 °С + Отпуск при 180-200 °С, охлаждение на воздухе |
| 30-60 |
— |
≥590 |
≥780 |
≥12 |
≥50 |
≥863 |
≥229 |
≥57 |
| Сортовой прокат. Нормализация при 860 °С + Закалка в масло с 810 °С + Отпуск |
| — |
500 |
≥780 |
≥830 |
≥15 |
≥72 |
— |
≥216 |
— |
| — |
600 |
≥590 |
≥670 |
≥22 |
≥76 |
— |
≥321 |
— |
Стандарты
| Название |
Код |
Стандарты |
| Листы и полосы |
В23 |
ГОСТ 103-2006 |
| Сортовой и фасонный прокат |
В32 |
ГОСТ 1051-73, ГОСТ 4543-71, ГОСТ 7417-75, ГОСТ 8559-75, ГОСТ 8560-78, ГОСТ 10702-78, ГОСТ 14955-77, TУ 14-1-5414-2001, TУ 14-1-1885-85, TУ 14-1-2118-77, TУ 14-1-2765-79, TУ 14-1-950-74, TУ 14-1-3238-81, TУ 14-11-245-88, TУ 14-1-3238-2006, TУ 14-1-1271-75, TУ 14-1-5228-93, TУ 14-136-367-2008 |
| Сортовой и фасонный прокат |
В22 |
ГОСТ 1133-71, ГОСТ 8319.0-75, ГОСТ 2590-2006, ГОСТ 2591-2006, ГОСТ 2879-2006 |
| Трубы стальные и соединительные части к ним |
В62 |
ГОСТ 21729-76, ГОСТ 22786-77, TУ 14-3-493-76, TУ 14-3-675-78, TУ 14-3-864-79, TУ 14-3-1823-91 |
| Классификация, номенклатура и общие нормы |
В20 |
ОСТ 1 90005-91 |
| Болванки. Заготовки. Слябы |
В21 |
ОСТ 14-13-75 |
| Болванки. Заготовки. Слябы |
В31 |
ОСТ 3-1686-90, TУ 14-1-4944-90, TУ 14-1-4992-91, TУ 1-92-156-90 |
| Обработка металлов давлением. Поковки |
В03 |
ОСТ 5Р.9125-84, TУ 14-1-1530-75, СТ ЦКБА 010-2004 |
| Листы и полосы |
В33 |
TУ 14-1-1409-75 |
Химический состав
| Стандарт |
C |
S |
P |
Mn |
Cr |
Si |
Ni |
Fe |
Cu |
V |
Ti |
Mo |
W |
| TУ 14-1-1885-85 |
0.09-0.16 |
≤0.015 |
≤0.025 |
0.3-0.7 |
1.9-2.4 |
0.17-0.37 |
0.8-1.2 |
Остаток |
≤0.25 |
0.18-0.28 |
— |
— |
1-1.4 |
| TУ 14-1-950-74 |
0.09-0.16 |
≤0.025 |
≤0.025 |
0.3-0.7 |
1.9-2.4 |
0.17-0.37 |
0.8-1.2 |
Остаток |
≤0.25 |
0.18-0.28 |
≤0.03 |
≤0.15 |
1-1.4 |
| TУ 14-1-3238-81 |
0.09-0.16 |
≤0.025 |
≤0.025 |
0.3-0.7 |
1.9-2.4 |
0.17-0.37 |
0.8-1.2 |
Остаток |
— |
0.18-0.28 |
— |
— |
1-1.4 |
Fe — основа.
По ТУ 14-1-3238-81 химический состав приведен для стали марки 12Х2НВФА. Для стали марки 12Х2НВФА-СШ содержание S≤0,015%.
По ТУ 14-1-1885-85 химический состав приведен для стали марки 12Х2НВФА-ВД (ЭИ712-ВД). Наличие молибдена до 0,15 %, титана до 0,030 % не является браковочным признаком. В стали допускается частичная замена вольфрама остаточным молибденом из расчета: одна весовая часть молибдена заменяет три весовые части вольфрама, при этом содержание вольфрама в стали должно быть не менее 0,60 %. Допустимое отклонение по содержанию марганца в стали ±0,010 %.
Химический состав
| Стандарт |
C |
S |
P |
Mn |
Cr |
Si |
Ni |
Fe |
Cu |
V |
Ti |
Mo |
W |
| TУ 14-1-1885-85 |
0.1-0.16 |
≤0.015 |
≤0.025 |
0.3-0.6 |
0.6-0.9 |
0.17-0.37 |
2.75-3.15 |
Остаток |
≤0.25 |
— |
— |
— |
— |
| TУ 14-1-2765-79 |
0.1-0.16 |
≤0.015 |
≤0.025 |
0.3-0.6 |
0.6-0.9 |
0.17-0.37 |
2.75-3.15 |
Остаток |
≤0.25 |
≤0.05 |
≤0.03 |
≤0.15 |
≤0.2 |
| TУ 14-1-950-74 |
0.1-0.16 |
≤0.025 |
≤0.025 |
0.3-0.6 |
0.6-0.9 |
0.17-0.37 |
2.75-3.15 |
Остаток |
≤0.25 |
≤0.05 |
≤0.03 |
≤0.15 |
≤0.2 |
| ГОСТ 4543-71 |
0.09-0.16 |
≤0.025 |
≤0.025 |
0.3-0.6 |
0.6-0.9 |
0.17-0.37 |
2.75-3.15 |
Остаток |
≤0.3 |
≤0.05 |
≤0.03 |
≤0.15 |
≤0.2 |
Fe — основа.
По ГОСТ 4543-71 регламентировано содержание в особовысококачественной стали: P≤0,025%; S≤0,015%; Сu≤0,25%.
По ТУ 14-1-2765-79 химический состав приведен для стали марки 12ХН3А-Ш.
По ТУ 14-1-950-86 химический состав приведен для стали марки 12ХН3А.
По ТУ 14-1-3238-81 химический состав приведен для стали марки 12ХН3А. Для стали марки 12ХН3А-СШ содержание S≤0,015%.
По ТУ 14-1-1885-85 химический состав приведен для стали марки 12ХН3А-ВД. Для обеспечения требуемой величины зерна разрешается при выплавке стали вводить ванадий из расчета содержания его в стали не более 0,10 %, содержание которого в стали не определяется. Наличие вольфрама до 0,20 %, молибдена до 0,15 %, титана до 0,030 % не является браковочным признаком. Допустимое отклонение по содержанию марганца в стали ±0,010 %.
Химический состав
| Стандарт |
C |
S |
P |
Mn |
Cr |
Si |
Ni |
Fe |
Cu |
N |
Al |
V |
Mo |
Ca |
| TУ 14-1-4746-89 |
0.08-0.12 |
≤0.01 |
≤0.015 |
0.5-0.9 |
0.8-1.1 |
0.2-0.4 |
2.8-3.2 |
Остаток |
0.6-0.9 |
— |
0.03 |
0.03 |
0.18-0.3 |
0.03 |
| TУ 14-1-4622-89 |
0.09-0.11 |
≤0.01 |
≤0.015 |
0.5-0.9 |
0.8-1.1 |
0.2-0.4 |
2.8-3.2 |
Остаток |
0.6-0.9 |
— |
0.03 |
0.03 |
0.18-0.3 |
0.03 |
| TУ 5.961-11618-96 |
0.08-0.11 |
≤0.015 |
≤0.015 |
0.5-0.9 |
0.8-1.2 |
0.2-0.4 |
2.8-3.2 |
Остаток |
0.6-0.9 |
≤0.02 |
0.02-0.05 |
≤0.03 |
0.18-0.3 |
≤0.03 |
Fe — основа.
По ТУ 5.961-11618-96 химический состав приведен для стали 10ХН3МД-Ш.
По ТУ 14-1-4622-89 химический состав приведен для стали 10ХН3МД-Ш. Ванадий и алюминий вводятся по расчету. Содержание ванадия, алюминия и кальция факультативно. Ванадий и кальций расчитывают и вводят в сталь без поправки на угар. Отклонение содержания ванадия от установленной нормы браковочным признаком не является. Допускается введение кальция в сочетании с барием в сумме 0,030 %. Содержание кальция (кальция и бария) не контролируется. В исходном металле допускается: отклонение массовой доли углерода ± 0,010 %; увеличение массовой доли алюминия на 0,010 %; увеличение массовой доли никеля на 0,10 %.
По ТУ 14-1-4746-89 химический состав приведен для стали марки 10ХНЗМД-Ш (АБ2-Ш2). Массовую долю ванадия, алюминия и кальция расчитывают и вводят в сталь без поправки на угар. Расчет массовой доли ванадия производят с учетом его остаточного содержания. Массовую долю ванадия и алюминия в стали определяют химическим анализом и заносят с сертификат. Отклонение содержания ванадия и алюминия от расчетной нормы браковочным признаком не является. Допускается введение кальция в сочетании с барием в сумме на 0,030 %. Содержание кальция (кальция и бария) не контролируют, но заносят в сертификат его расчетное количество. В случае проверки химического состава стали в слитках ЭШП нижний предел по содержанию кремния не ограничивают.
Механические характеристики
| Сечение, мм |
sТ|s0,2, МПа |
σB, МПа |
d5, % |
y, % |
кДж/м2, кДж/м2 |
Твёрдость по Бринеллю, МПа |
HRC |
| Трубы бесшовные холоднотянутые, холоднокатаные и теплокатаные, термообработанные в состоянии поставки по ГОСТ 21729-76 |
|
— |
≥490 |
≥16 |
— |
— |
— |
— |
| Градация показателей свойств готовых термообработанных деталей по ОСТ 1 90005-91 |
| — |
— |
980-1180 |
— |
— |
— |
285-341 |
30-37 |
| — |
— |
— |
— |
— |
— |
285-415 |
30-43.5 |
| Кольца цельнокатаные по ОСТ 1 92049-76. Закалка в масло с 895-925 °С + Отпуск при 500-550 °С, охлаждение на воздухе |
| 15 |
≥835 |
≥930 |
≥9 |
≥44 |
≥588 |
285-376 |
— |
| Лист горячекатаный (4-60 мм) 4-й и 5-й категорий. Закалка в масло с 910±15 °С + Отпуск при 490-550 °С, охлаждение на воздухе |
|
— |
≥1030 |
≥10 |
— |
≥590 |
— |
— |
| Прутки и полосы г/к и кованые. Закалка в масло с 895-925 °С + Отпуск при 500-550 °С, охлаждение на воздухе |
|
≥885 |
≥980 |
≥12 |
≥55 |
≥785 |
285-376 |
— |
| Прутки из стали 12Х2НВФА (ЭИ712) по ТУ 14-1-1885-85. Закалка в масло с 895-925 °С + Отпуск при 480-510 °С, охлаждение на воздухе. В графе KCU указаны значения KCU вдоль волокна/KCU поперек волокна |
| Образец 15х15 |
≥885 |
≥980 |
≥12 |
≥55 |
≥784/- |
285-374 |
— |
Химический состав
| Стандарт |
C |
S |
P |
Mn |
Cr |
Si |
Ni |
Fe |
Cu |
V |
Mo |
| TУ 3-896-78 |
0.3-0.4 |
≤0.025 |
≤0.025 |
0.25-0.5 |
1.1-1.4 |
0.17-0.37 |
2.75-3.25 |
Остаток |
≤0.2 |
0.08-0.15 |
0.3-0.4 |
| TУ 14-3-883-79 |
0.34-0.39 |
≤0.022 |
≤0.022 |
0.25-0.5 |
1.1-1.4 |
0.22-0.37 |
2.75-3.25 |
Остаток |
≤0.3 |
0.08-0.15 |
0.3-0.4 |
| TУ 108.11.923-87 |
0.25-0.35 |
≤0.015 |
≤0.015 |
0.2-0.6 |
1.1-1.55 |
≤0.37 |
2.6-3.55 |
Остаток |
≤0.2 |
0.05-0.15 |
0.3-0.7 |
| TУ 108.11.889-87 |
0.3-0.35 |
≤0.02 |
≤0.02 |
0.2-0.4 |
1.1-1.4 |
≤0.37 |
2.75-3.25 |
Остаток |
≤0.3 |
0.08-0.15 |
0.3-0.4 |
Fe — основа.
По ТУ 14-3-883-79 химический состав дан для стали роторной марки 35ХН3МФА. Допустимые отклонения по химическому составу: по углероду ±0,010 %, по хрому ±0,050 %, по марганцу ±0,020 %, по молибдену ±0,020 %, по ванадию ±0,020 %, по никелю -0,10 %, по кремнию +0,020 %, по сере и фосфору +0,0050 % каждого.
По ТУ 3-896-78 химический состав дан для стали роторной марки 35ХН3МФАР.
По ТУ 108.11.923-87 химический состав дан для стали роторной марки 35ХН3МФА. Суммарное содержание S+P≤0,025 при выплавке дуплекс-процессом и в электропечах. Содержание S≤0,010%, P≤0,010% после внепечного рафинирования при суммарном содержании S+P≤0,020%. Содержание S≤0,012%, P≤0,012% после внепечного вакуумирования (УВРВ) при суммарном содержании S+P≤0,020%.
По ТУ 108.11.889-87 допускаются отклонения по химическому составу: по углероду ±0,010 %, по хрому ±0,050 %, по марганцу ±0,020 %, по молибдену ±0,020 %, по ванадию ±0,020 %, по никелю -0,10 %, по кремнию +0,020 %. Суммарное содержание серы и фосфора не должно быть более 0,036 % при выплавке дуплекс-процессом и в электропечи. Содержание серы и фосфора после применения установки внепечного рафинирования и вакуумирования (УВРВ) не должно быть более 0,010 % и 0,012 % соответственно, при сумме серы и фосфора не более 0,020 %. Выплавка стали должна производиться по технической документации изготовителя с применением установки УВРВ. Допускается выплавка стали в кислой мартеновской печи дуплекс-процессом или в основной электродуговой печи.
Механические свойства стали 12ХН3А
Механические свойства при повышенных температурах
| t испытания,°C |
σ0,2, МПа |
σB, МПа |
δ5, % |
ψ, % |
KCU, Дж/м2 |
| Образцы диаметром 28-50 мм. Отжиг 880-900°С. Закалка 860°С, масло. Отпуск 600°С, 3 ч. |
| 20 |
540 |
670 |
21 |
75 |
274 |
| 200 |
520 |
630 |
20 |
74 |
216 |
| 300 |
500 |
630 |
12 |
70 |
211 |
| 400 |
430 |
530 |
20 |
75 |
181 |
| 500 |
390 |
410 |
19 |
86 |
142 |
| 550 |
240 |
260 |
21 |
82 |
|
| Образец диаметром 10 мм и длиной 50 мм, кованый и отожженный. Скорость деформирования 5 мм/мин. Скорость деформации 0,002 1/с. |
| 700 |
70 |
140 |
41 |
78 |
|
| 800 |
29 |
89 |
61 |
97 |
|
| 900 |
27 |
68 |
58 |
100 |
|
| 1000 |
23 |
44 |
63 |
100 |
|
| 1100 |
23 |
43 |
73 |
100 |
|
| 1200 |
12 |
25 |
70 |
100 |
|
| 1250 |
10 |
18 |
67 |
100 |
|
Механические свойства в зависимости от температуры отпуска
| t отпуска,°С |
σ0,2, МПа |
σB, МПа |
δ5, % |
ψ, % |
KCU, Дж/м2 |
HB |
| Заготовки диаметром 70 мм. Закалка 800°С, масло. |
| 200 |
1270 |
1370 |
12 |
60 |
98 |
400 |
| 300 |
1130 |
1270 |
13 |
68 |
78 |
380 |
| 400 |
1080 |
1200 |
14 |
68 |
83 |
375 |
| 500 |
930 |
1030 |
19 |
70 |
118 |
280 |
| 600 |
670 |
730 |
24 |
75 |
167 |
230 |
Механические свойства в зависимости от сечения
| Сечение, мм |
σ0,2, МПа |
σB, МПа |
δ5, % |
ψ, % |
KCU, Дж/м2 |
HRCэ |
| Ложная лементация 910°С, 9 ч. Закалка 810°С, масло. Отпуск 200°С, на воздухе |
| 10 |
1080 |
1220 |
13 |
60 |
157 |
35 |
| 15 |
780 |
980 |
16 |
65 |
152 |
32 |
| 20 |
730 |
880 |
16 |
70 |
165 |
30 |
| 25 |
640 |
830 |
20 |
70 |
192 |
28 |
Механические свойства прутка
| Сечение, мм |
σ0,2, МПа |
σB, МПа |
δ5, % |
ψ, % |
KCU, Дж/м2 |
HB |
HRCэ |
| Закалка 860°С, вода или масло. Закалка 760-810°С, вода или масло. Отпуск 180°С, воздух или масло. |
| 15 |
685 |
930 |
11 |
55 |
88 |
|
|
| Цементация 920-950°С. Закалка 800-820°С, масло. Отпуск 160-200°С, воздух. |
| 60 |
830 |
980 |
12 |
55 |
118 |
303 |
59-64 |
| 100 |
690 |
830 |
10 |
50 |
78 |
250 |
57-63 |
Стандарты
| Название |
Код |
Стандарты |
| Листы и полосы |
В23 |
ГОСТ 103-2006 |
| Сортовой и фасонный прокат |
В32 |
ГОСТ 1051-73, ГОСТ 4543-71, ГОСТ 8559-75, ГОСТ 8560-78, ГОСТ 14955-77, TУ 14-1-2118-77, TУ 14-11-245-88, TУ 14-1-5.46-72, TУ 14-1-1271-75, TУ 14-136-367-2008 |
| Сортовой и фасонный прокат |
В22 |
ГОСТ 1133-71, ГОСТ 8319.0-75, ГОСТ 2590-2006, ГОСТ 2591-2006, ГОСТ 2879-2006 |
| Трубы стальные и соединительные части к ним |
В62 |
ГОСТ 8732-78, ГОСТ 9567-75, ГОСТ 23270-89, ГОСТ 8731-87, ГОСТ Р 53383-2009, TУ 14-3-1654-89 |
| Болванки. Заготовки. Слябы |
В31 |
ОСТ 3-1686-90, TУ 14-1-4944-90 |
| Обработка металлов давлением. Поковки |
В03 |
TУ 14-1-1530-75 |
| Листы и полосы |
В33 |
TУ 14-1-546-72 |
| Ленты |
В34 |
TУ 3-126-81 |
Общие сведения стали 12ХН3А
| Заменитель марки |
| стали: 12ХН2, 20ХН3А, 25ХГТ, 12Х2Н4А, 20ХНР. |
| Вид поставки |
| Круг 12хн3а, сортовой прокат, в том числе фасонный: ГОСТ 4543-71, ГОСТ 2590-71, ГОСТ 2591-71, ГОСТ 2879-69, ГОСТ 10702-78. Калиброванный пруток ГОСТ 10702-78, ГОСТ 1051-73, ГОСТ 7417-75, ГОСТ 8559-75, ГОСТ 8560-78. Шлифованный пруток и серебрянка ГОСТ 14955-77. Полоса ГОСТ 103-76. Поковки и кованые заготовки ГОСТ 1133-71. Трубы ГОСТ 21729-76, ГОСТ 8734-75, ГОСТ 9567-75. |
| Применение |
| Шестерни, валы, червяки, кулачковые муфты, поршневые пальцы и другие цементируемые детали, к которым предъявляются требования высокой прочности, пластичности и вязкости сердцевины и высокой поверхностной твердости, работающие под действием ударных нагрузок и при отрицательных температурах. |