Квалитет
Содержание:
- Допуски, посадки и технические измерения
- Система допусков и посадок
- Системы расположения допусков
- Квалитет
- Классы точности
- Что такое квалитеты и параметры шероховатости?
- Взаимозаменяемость
- Отличие допусков от квалитетов
- Как определяют качество?
- Точность обработки на станках
- Поля допусков для посадок
- Посадки и классы точности
Допуски, посадки и технические измерения
Для производства и обработки деталей и механизмов с заданными параметрами токарю приходится использовать разнообразные измерительные инструменты. Обычно для грубых замеров и проверки размеров изделий используют линейки, кронциркули и нутромеры. Для более точных измерений — штангенциркули, микрометры, калибры и т. д. Что представляет собой линейка, знает каждый, поэтому не будем на ней останавливаться.
Кронциркуль – это простой инструмент для измерений наружных величин обрабатываемых деталей. Он состоит из пары поворотных изогнутых ножек, закрепленных на одной оси. Еще существует пружинный вид кронциркуля, его выставляют на необходимый размер с помощью винта и гайки. Такой инструмент немного удобнее простого, т. к. сохраняет заданную величину.
Нутромер предназначен для снятия внутренних замеров. Бывает обычного и пружинного типа. Устройство этого инструмента схоже с кронциркулем. Точность приборов составляет 0,25 мм.
Штангенциркуль – это более точное приспособление. Им можно измерять как наружные, так и внутренние поверхности обрабатываемых деталей. Токарь при работе на токарном станке использует штангенциркуль для снятия замеров глубины выточки либо уступов. Этот измерительный инструмент состоит из штанги с делениями и губками и рамки со второй парой губок. С помощью винта рамка фиксируется на штанге в необходимом положении. Точность измерений составляет 0,02 мм.
Штангенглубиномер – этот прибор предназначен для замеров глубины канавок и выточек. Кроме того, инструмент позволяет определять правильное положение уступов по длине вала. Устройство данного приспособления сходно со штангенциркулем.
Микрометры применятся для точного определения диаметра, толщины и длины обрабатываемой детали. Они дают отсчет с точностью до 0,01 мм. Измеряемый объект располагается между микрометрическим винтом и неподвижной пяткой, регулировка осуществляется путем вращения барабана.
Нутромеры служат для проведения точных измерений внутренних поверхностей. Существуют постоянные и раздвижные приборы. Эти инструменты представляют собой стержни с измерительными шаровыми концами. Расстояние между ними соответствует диаметру определяемого отверстия. Пределы измерений для нутромера составляют 54-63 мм, при наличии дополнительной головки можно определять диаметры до 1500 мм.
Система допусков и посадок
Совокупность допусков и посадок, которая создана на основании теоретических исследований и экспериментальных изысканий, а также построена на основании практического опыта, называется системой допусков и посадок. Основным ее предназначением является выбор таких вариантов допусков и посадок для типичных сочленений различных деталей машин и оборудования, которые минимально необходимы, но полностью достаточны.
Основу стандартизации измерительных средств и режущих инструментов составляют именно наиболее оптимальные градации допусков и посадок. Кроме того, благодаря им достигается взаимозаменяемость различных деталей машин и оборудования, а также повышение качества готовой продукции.
Для оформления единой системы допусков и посадок используются таблицы. В них указываются обоснованные значения предельных отклонений для различных номинальных размеров.
Системы расположения допусков
Величина допуска по отношению номинального размера может быть расположена по-разному.
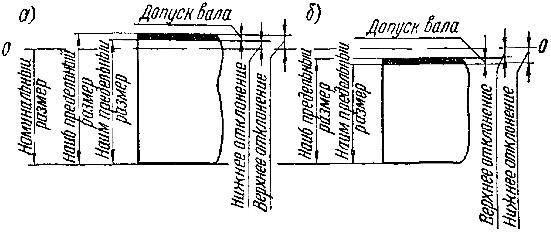
Допуск может идти на увеличение или уменьшение номинального размера, т. е. идти в одну сторону от номинального размера (фиг. 22);
например, номинальный размер — 66 мм., наибольший предельный размер — 65,030 мм, наименьший предельный размер 66,000 мм, допуск 0,030 мм идёт в одну сторону от номинального размера.
Такая система расположения допусков называется несимметричной односторонней (так как допуск откладывается несимметрично по отношению номинального размера и в одну сторону от него).
В графическом изображении расположения допусков линия номинальных размеров называется нулевой линией.
Та же величина допуска может идти по обе стороны от номинального размера, причём она может быть расположена равными частями по обе стороны номинального размера (фиг. 23), или неравным (фиг.24);
в том же примере величина допуска 0,030 мм может быть расположена поровну от номинального размера — 66 мм, таким образом 0,015 мм идёт в сторону увеличения и 0,016 мм в сторону уменьшения номинального размера, т. е. наибольший предельный размер будет 65,015 мм и наименьший — 64,985 мм. Та же величина допуска 0,030 мм может быть расположена и не поровну от номинального размера — 65 мм — следующим образом:
0,020 мм идёт в сторону увеличения номинального размера, а 0,010 мм — в сторону уменьшения, т. е. наибольший предельный размер будет 65,020 мм и наименьший — 64,990 мм.
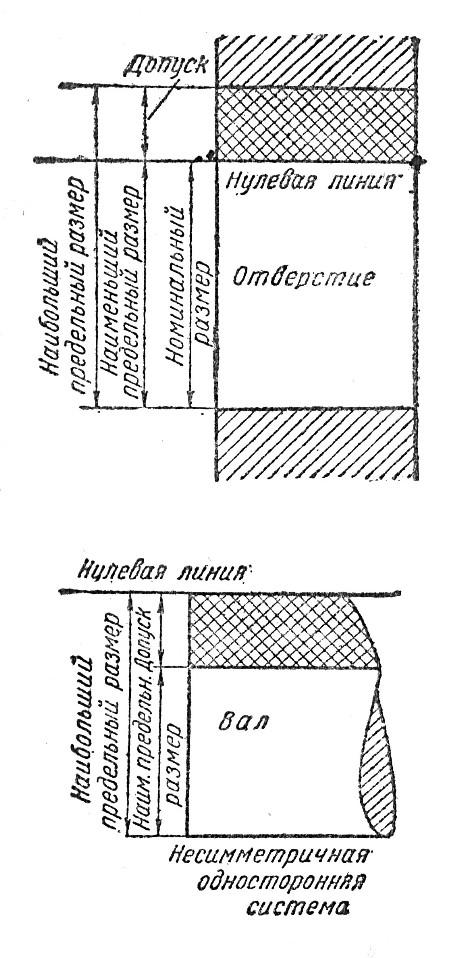
Фиг. 22. Несимметричная односторонняя система допусков.
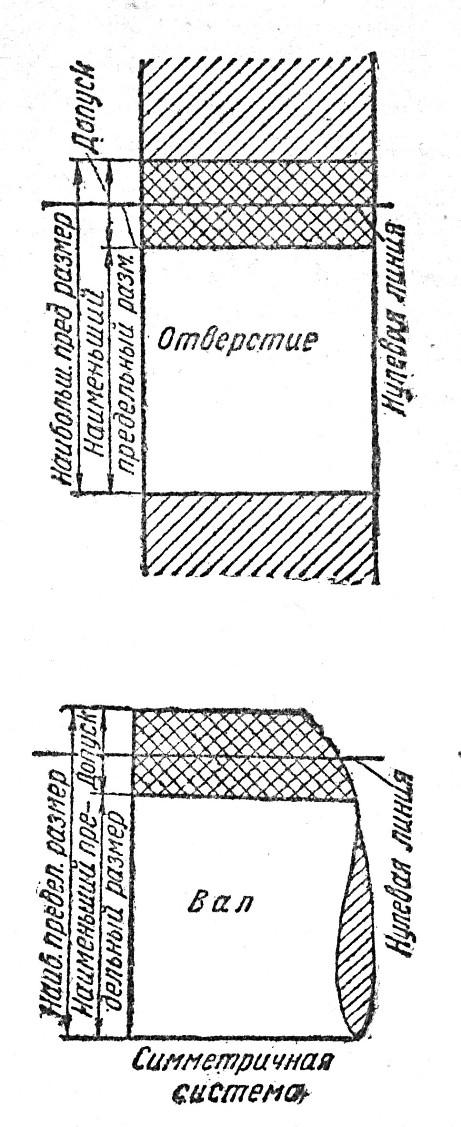
Фиг. 23. Симметричная система допусков.
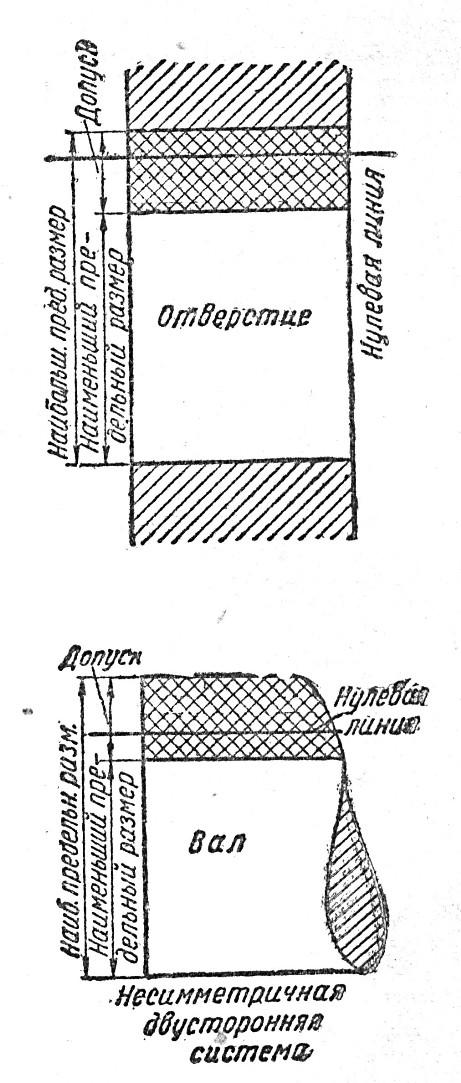
Фиг. 24. Несимметричная двусторонняя система допусков.
Если величина допуска располагается по обе стороны от номинального размера равными частями, то такая система расположения допусков называется симметричной системой; если же величина допуска располагается неравными частями по обе стороны от номинального размера, то такая система расположения допусков называется несимметричной двусторонней системой.
Различное расположение величины допуска не влияет на трудность работы; трудность выполнения размеров зависит не от расположения допуска по отношению номинального размера, а от абсолютной величины допуска.
Квалитет
Квалитет (в русском от нем. Qualität, которое от лат. qualitas — качество) — характеристика точности изготовления изделия (детали), определяющая значения допусков.
Квалитет является мерой точности. С увеличением квалитета допуск увеличивается, а точность понижается.
- Допуск по квалитету обозначается буквами IT с указанием номера квалитета, например IT8 — допуск по 8-му квалитету.
- Квалитеты с 01 до 4-го используются для изготовления калибров и контркалибров.
- Квалитеты от 5-го до 12-го применяют для изготовления деталей, образующих сопряжения — относительные положения составных частей изделия, характеризуемые соприкосновением их поверхностей или зазором между ними, заданными конструкторской документацией. Примером таких сопряжений могут быть, ГЦС — гладкие цилиндрические соединения).
- Квалитеты от 13-го до 17-го используют для параметров деталей, не образующих сопряжений и не оказывающих определяющего влияния.
- Основная закономерность построения допусков размеров (допуск обозначается IT = International tolerance),
- IT, мкм = K * i,
- где K — квалитет (число единиц допуска), i — единица допуска, мкм.
- На диаметры от 1 до 500 мм единица допуска функционально связана с номинальным размером i=0.45D3+0.001D{\displaystyle i=0.45{\sqrt{D}}+0.001D}, мкм.
- Соответствующие значения допуска регламентируются стандартом на допуски и посадки (Limits and Fits) ISO 286-1:2010, а также ГОСТ 25346-89..
Значение допусков для размеров основного отверстия до 500 мм:
| Размер, мм | Допуск, мкм, при квалитете | ||||||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 01 | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 | 13 | 14 | 15 | 16 | 17 | ||
| До 3 | 0,3 | 0,5 | 0,8 | 1,2 | 2 | 3 | 4 | 6 | 10 | 14 | 25 | 40 | 60 | 100 | 140 | 250 | 400 | 600 | 1000 |
| 3—6 | 0,4 | 0,6 | 1 | 1,5 | 2,5 | 4 | 5 | 8 | 12 | 18 | 30 | 48 | 75 | 120 | 180 | 300 | 480 | 750 | 1200 |
| 6—10 | 0,4 | 0,6 | 1 | 1,5 | 2,5 | 4 | 6 | 9 | 15 | 22 | 36 | 58 | 90 | 150 | 220 | 360 | 580 | 900 | 1500 |
| 10—18 | 0,5 | 0,8 | 1,2 | 2 | 3 | 5 | 8 | 11 | 18 | 27 | 43 | 70 | 110 | 180 | 270 | 430 | 700 | 1100 | 1800 |
| 18—30 | 0,6 | 1 | 1,5 | 2,5 | 4 | 6 | 9 | 12 | 21 | 33 | 52 | 84 | 130 | 210 | 330 | 520 | 840 | 1300 | 2100 |
| 30—50 | 0,6 | 1 | 1,5 | 2,5 | 4 | 7 | 11 | 16 | 25 | 39 | 62 | 100 | 160 | 250 | 390 | 620 | 1000 | 1600 | 2500 |
| 50—80 | 0,8 | 1,5 | 2 | 3 | 5 | 8 | 13 | 19 | 30 | 46 | 74 | 120 | 190 | 300 | 460 | 740 | 1200 | 1900 | 3000 |
| 80—120 | 1 | 1,5 | 2,5 | 4 | 6 | 10 | 15 | 22 | 35 | 54 | 87 | 140 | 220 | 350 | 540 | 870 | 1400 | 2200 | 3500 |
| 120—180 | 1,2 | 2 | 3,5 | 5 | 8 | 12 | 18 | 25 | 40 | 63 | 100 | 160 | 250 | 400 | 630 | 1000 | 1600 | 2500 | 4000 |
| 180—250 | 2 | 3 | 4,5 | 7 | 10 | 14 | 20 | 29 | 46 | 72 | 115 | 185 | 290 | 460 | 720 | 1150 | 1850 | 2900 | 4600 |
| 250—315 | 2,5 | 4 | 6 | 8 | 12 | 16 | 23 | 32 | 52 | 81 | 130 | 210 | 320 | 520 | 810 | 1300 | 2100 | 3200 | 5200 |
| 315—400 | 3 | 5 | 7 | 9 | 13 | 18 | 25 | 36 | 57 | 89 | 140 | 230 | 360 | 570 | 890 | 1400 | 2300 | 3600 | 5700 |
| 400—500 | 4 | 6 | 8 | 10 | 15 | 20 | 27 | 40 | 63 | 97 | 155 | 250 | 400 | 630 | 970 | 1550 | 2500 | 4000 | 6300 |
Классы точности
Для того чтобы иметь возможность производить обработку деталей одного и того же размера с различными допусками в зависимости от характера и назначения этих деталей, системы допусков составляют из нескольких классов точности обработки.
Классам точности придают названия и порядковый номер; номер возрастает по мере убывания степени точности.
Таким образом первый класс является самым точным (весьма точный, очень точный), второй класс служит для точных работ (точный), третий класс — для работ средней или обыкновенной точности (средний); для более грубых работ применяются классы точности 4, 5, 6, 7, 8, 9 в порядке убывания степеней точности. Число классов в разных системах допусков бывает различное. В нашей системе ОСТ — 9 классов точности, причём 6-й класс временно не установлен; в германской системе DIN — 4 класса точности.
Каждый класс охватывает несколько посадок; число посадок в низших классах обычно меньше, чем в высших, исходя из того, что точность большого количества градаций не имеет смысла.
Второй класс является основным и в него входят все посадки. Это особое значение данного класса отмечено тем, что условное обозначение его на чертежах не ставится.
Точность обработки по тому или другому классу достигается на различных станках и разными способами.
Что такое квалитеты и параметры шероховатости?
Ни одна поверхность в мире не может быть идеально гладкой. Даже самые современные технологии допускают наличие определённой погрешности, представленные в виде неровностей поверхности. Их совокупности, если быть точнее.
Чем они меньше, тем материал:
- Прочнее;
- Плотнее;
- Более стоек к изнашиванию;
- Лучше выглядит.
Хотя, последний пункт – чистая эстетика. Но всё же, при оценке качества деталей необходимо учитывать все параметры.
Квалитет шероховатости, по большому счёту, определяет, насколько шершавой может быть поверхность готового изделия. Он задаёт максимальное значение, при котором конечный продукт всё ещё будет считаться качественным и правильно обработанным.
Чтобы не вдаваться в целую науку и не рассматривать сложные формулы, проще воспользоваться специально разработанными под это дело таблицами, которые содержат всего 3 столбца:
|
Вид обработки |
Спепень обработки |
Квалитет |
Найдя необходимые показатели, можно перейти к следующим таблицам, которые содержат допуски и минимальные размеры. Дело в том, что квалитет непосредственно связан с размерами изделия и допусками, определяющими точность. Самостоятельно разобраться в этом вопросе слишком сложно, но найти подходящие цифры в соответствующих столбцах – задание чуть проще.

Взаимозаменяемость
Получить размеры при обработке одинаково точные в обычных производственных условиях не представляется возможным; поэтому допускается изготовление размеров деталей с некоторыми колебаниями в определённых границах, обеспечивающих взаимозаменяемость деталей.
Взаимозаменяемыми называют детали, которые подходят к своему месту в машине без всякой пригонки и которые работают при этом так, как это необходимо для правильного действия машины.
Основное требование взаимозаменяемости заключается в том, чтобы детали работали в машине нормально без подгонки их по месту.
Технико-экономическое значение принципа взаимозаменяемости весьма велико. Избавляясь от ручной обработки, устраняя необходимость ручной подгонки деталей по месту, механизируя весь процесс изготовления деталей, мы тем самым упрощаем, удешевляем и ускоряем производство.
Точно так же взаимозаменяемость частей даёт возможность быстро, легко,- просто и дёшево производить ремонт машин во время эксплуатации, так как в этом случае не требуется при замене старой, износившейся или поломанной детали никакой пригонки: новая деталь ставится на место старой без всякой пригонки.
Такие машины, как: велосипед, швейная машина, пишущая машина, мотоцикл, автомобиль получили широкое применение только благодаря тому, что замена деталей может быть осуществлена без всяких затруднений самим потребителем.
Изготовление взаимозаменяемых деталей с получением окончательных размеров и форм их на механических станках даёт возможность вести производство отдельных деталей (или отдельных механизмов) в различных местах и в разное время, выполняя сборку всей машины отдельно в специальных сборочных мастерских.
Кроме того, обработка деталей по принципу взаимозаменяемости вследствие упрощения производственного процесса не требует высокой квалификации рабочего.
Работа по принципу взаимозаменяемости производится в серийном и. массовом производстве, где вследствие повторяемости процессов изготовления одних и тех же деталей затраты на необходимые для осуществления этого принципа средства производства дают такой технико-экономический эффект, который с значительной выгодой окупает их.
Отличие допусков от квалитетов
Отличия все же есть. Допуски — это теоретические отклонения, поле погрешности в пределах которого нужно изготовить вал — отверстие, в зависимости от назначения, размера вала и отверстия. Квалитет же — это степень точности изготовления сопрягаемых поверхностей вал — отверстие, это фактические отклонения, зависящее от станка или метода доведения поверхности сопрягаемых деталей до конечной стадии.
Например. Нужно изготовить вал и посадочное место под него — отверстие с полем допуска H8 и h8 соответственно с учетом всех факторов, таких как диаметр вала и отверстия, условия работы, материал изделий. Диаметр вала и отверстия возьмем 21мм. При допуска H8 поле допуска 0 +33мкм и h8 + -33мкм. для того чтобы попасть в это поле допуска нужно выбрать квалитет или класс точности изготовления. Учтем что при изготовлении нап станке неравномерность изготовления детали может отклоняться как в положительную, так и в отрицательную сторону, поэтому с учетом поля допуска H8 и h8 был 33/2 = 16,5мкм. Данному значению соответствуют все квалитеты по 6 включительно. Следовательно выбираем станок и способ обработки такой, который позволяет добиться класса точности соответствующий 6 квалитету.
Как определяют качество?
Качество – понятие эфемерное. У каждого человека есть своё представление, вкладываемый в это слово смысл. То, что для одного может показаться идеальным продуктом или исполнением, для кого-то другого будет лишь «кустарной поделкой».
Ведь всё зависит:
- От личных предпочтений;
- От предыдущего опыта;
- От реальных возможностей;
- От имеющихся предубеждений.
Но так уж сложилось, что государству и частным корпорациям тоже приходится оценивать качество:
- Выполненной работы;
- Поставляемой продукции;
- Работы сотрудников;
- Используемых материалов.
С этими моментами приходится сталкиваться не только на каких-то масштабных производствах, но и в повседневной жизни. Ведь каждый из нас – потребитель. Как минимум, продуктов питания. Поэтому для каждой сферы существуют свои стандарты, закреплённые на законодательном уровне. В особенности это касается социальной защиты населения.
Касательно производства, нормы здесь могут быть:
- Международные;
- Государственные;
- Принятые на конкретном предприятии.

Точность обработки на станках
 Требования в отношении точности обработки детали могут быть весьма различными; они зависят от назначения детали в конструкции машины и от тех технических условий, которым должна удовлетворять машина в целом.
Требования в отношении точности обработки детали могут быть весьма различными; они зависят от назначения детали в конструкции машины и от тех технических условий, которым должна удовлетворять машина в целом.
Нет никакой необходимости изготовлять точно поверхности деталей, которые не сопрягаются с другими деталями, например: наружные поверхности станин, рам и т. п.; размеры этих поверхностей могут колебаться в значительных пределах.
Наоборот, поверхности сопряжения с совместно работающей деталью должны обрабатываться весьма точно.
Но высокие требования в отношении точности деталей снижают производительность оборудования, увеличивают брак в производстве и значительно повышают себестоимость деталей.
Поэтому следует предъявлять требования высокой точности обработки только в тех случаях, когда это вызывается условиями работы машины, и ограничиваться точностью, необходимой для нормальной работы детали в собранной машине.
Недостаточная точность ухудшает качество машины, но в то же время излишняя точность удорожает машину, и в тех случаях, где это не требуется по характеру конструкции, получится отрицательный результат: выпуск продукции за тот же период будет меньше и стоимость её выше.
Поля допусков для посадок
Для каждой выше описанной группы есть ряд полей допусков в соответствии с которыми изготовляют группу сопряжения вал — отверстие. Каждое отдельно взятое поле допуска решает свою определенную задачу в определенной области промышленности, поэтому их так много. Ниже приведена картинка видов полей допусков:
Основные отклонения отверстий обозначаются прописными буквами, а валов — строчными.
Для образования посадки вал — отверстие существует правило. Смысл этого правила следующий — основные отклонения отверстий равны по величине и противоположны по знаку основным отклонениям валов, обозначенной той же буквой.
Посадки и классы точности
Посадки принято разделять на неподвижные (горячая, прессовая, легкопрессовая, глухая, тугая, плотная, напряженная) и подвижные (скользящая, ходовая, движения, легкоходовая, широкоходовая). В машино- и приборостроении существуют определенные правила, которые регламентируют допуски и посадки. ГОСТ предусматривает определенные классы точности при изготовлении узлов с использованием заданных отклонений в размерах. Из практики известно, что детали дорожных и сельскохозяйственных машин без вреда для их функционирования могут быть изготовлены с меньшей точностью, чем для токарных станков, измерительных приборов, автомобилей. В связи с этим допуски и посадки в машиностроении имеют десять различных классов точности. Самые точные из них — это первые пять: 1, 2, 2а, 3, 3а; следующие два относятся к средней точности: 4 и 5; а три последних к грубым: 7, 8 и 9.
Для того чтобы узнать, по какому классу точности следует изготовить деталь, на чертеже рядом с литерой, означающей посадку, ставят цифру, указывающую этот параметр. Например, маркировка С4 означает, что тип скользящий, класс 4-й; Х3 – тип ходовый, класс 3-й. Для всех посадок второго класса цифровое обозначение не ставится, так как он наиболее распространен. Получить подробную информацию о данном параметре можно из двухтомного справочника «Допуски и посадки» (Мягков В. Д., 1982 год издания).