Характеристики стали d2 — плюсы и минусы для ножей
Содержание:
Х12Ф1
| Зарубежные аналоги | |
| ГОСТ | Х12Ф1 |
| EN | X155CrVMo12-1 |
| DIN, W.Nr | |
| AISI | D5 |
| Применение: | Сталь инструментальная штамповая. Профилировочные ролики сложной формы, эталонные шестерни, накатные плашки, волоки, секции кузовных штампов сложной формы, сложные дыропрошивные матрицы при формовке листового металла, матрице и пуансоны вырубных и просечных штампов со сложной конфигурацией рабочих частей, пуансоны и матрицы холодного выдавливания, работающие при давлении до 1400-1600 МПа. |
|
Поставляемые размеры |
|
|
Круг |
диаметр 10мм / 12мм / 14мм / 16мм / 18мм / 20мм / 21мм / 24мм / 25мм / 26мм / 28мм / 30мм / 31мм / 32мм / 35мм / 36мм / 40мм / 41мм / 45мм / 46мм / 50мм / 50,80мм / 51мм / 55мм / 56мм / 60мм / 61мм / 65мм / 66мм / 70мм / 71мм / 76мм / 80мм / 81мм / 85мм / 86,5мм / 90мм / 91мм / 100мм / 101мм / 102мм / 106мм / 110мм / 111,5мм / 116мм / 117мм / 120мм / 121мм / 121,5мм / 121,92мм / 122мм / 126мм / 127мм / 130мм / 131мм / 132мм / 136мм / 140мм / 140,97мм / 142мм / 143мм / 146мм / 147,32мм / 150мм / 151мм / 157мм / 160мм / 162мм / 166,62мм / 167мм / 170мм / 172мм / 172,97мм / 177мм / 179,32мм / 180мм / 187мм / 190мм / 192мм / 193мм / 197мм / 200мм / 207мм / 210мм / 212мм / 217мм / 217,42мм / 220мм / 222мм / 227мм / 230мм / 232мм / 237мм / 240мм / 242мм / 250мм / 252мм / 260мм / 262мм / 270мм / 272мм / 280мм / 282мм / 290мм / 292мм / 300мм / 303мм / 310мм / 313мм / 320мм / 323мм / 330мм / 335мм / 340мм / 350мм / 360мм / 370мм / 380мм / 390мм / 400мм / 400мм / 440мм / 450мм / 460мм / 500мм / |
|
Полоса |
10×20мм / 15×25мм / 15×30мм / 20×30мм / 20×35мм / 10×40мм / 15×40мм / 20×40мм / 10×50мм / 15×50мм / 20×50мм / 25×50мм / 30×50мм / 40×50мм / 15×60мм / 20×60мм / 30×60мм / 40×60мм / 50×60мм / 15×70мм / 20×70мм / 30×70мм / 40×70мм / 15×80мм / 20×80мм / 25×80мм / 30×80мм / 40×80мм / 50×80мм / 60×80мм / 21х82,50мм / 23х92,50мм /17,40х93мм /21,40х93мм / 10×100мм /15×100мм / 25×100мм / 30×100мм / 40×100мм / 50×100мм / 60×100мм / 80×100мм / 24×103мм / 26×103мм / 26×107мм / 22×108мм / 20×120мм / 30×120мм / 40×120мм / 50×120мм / 60×120мм / 80×120мм /100×120мм / 57×120мм / 50×130мм / 30×150мм / 40×150мм /50×150мм / 60×150мм / 70×150мм / 80×150мм /100×150мм /120×150мм / 25×160мм / 30×160мм / 50×160мм /60×160мм / 80×160мм /120×160мм / 40×180мм / 50×180мм / 60×180мм / 100×180мм /120×180мм /20×200мм /25×200мм / 30×200мм / 40×200мм / 50×200мм / 60×200мм / 70×200мм / 80×200мм / 100×200мм / 120×200мм / 150×200мм /20×250мм /25×250мм / 30×250мм / 40×250мм /50×250мм / 60×250мм / 80×250мм / 100×250мм / 120×250мм / 150×250мм / 30×300мм / 40×300мм / 50×300мм / 60×300мм / 70×300мм / 80×300мм / 100×300мм / 150×300мм /50×350мм / 60×350мм / 80×350мм / 20×400мм / 25×400мм / 30×400мм /40×400мм / 50×400мм / 60×400мм / 70×400мм / 80×400мм / 90×400мм / 100×400мм / 120×400мм / 150×400мм / 200×400мм / 15×500мм / 16×500мм / 18×500мм / 20×500мм / 25×500мм / 30×500мм / 40×500мм /50×500мм / 60×500мм / 70×500мм / 80×500мм / 90×500мм / 100×500мм / 120×500мм / 130×500мм / 140×500мм / 150×500мм / 160×500мм / 180×500мм / 200×500мм / 250×500мм / 110×600мм / 120×600мм / 130×600мм / 140×600мм / 150×600мм / 200×600мм / 250×600мм / 300×600мм / 15×610мм / 16×610мм / 18×610мм / 20×610мм / 22×610мм / 25×610мм / 100×610мм / |
|
Квадрат |
изготовление под заказ |
|
Лист |
1,30 x 800 x 1600 мм / 1,50 x 700 x 1400 мм / 1,50 x 800 x 1600 мм / 1,70 x 700 x 1400 мм / 1,70 x 800 x 1600 мм / 2,00 x 700 x 1400 мм / 2,50 x 700 x 1400 мм / 2,50 x 800 x 1600 мм / 3,00 x 700 x 1400 мм / 3,00 x 800 x 1600 мм / 3,50 x 700,00 x 1400 мм / 3,50 x 800 x 1600 мм |
|
Поковка |
любой геометрии под заказ:
|
| Термообработка | |
| Закалка | 1030-1050 °С |
| Отпуск | 500-550 °С |
| Отжиг | 850-870 °С |
| Х12Ф1 |
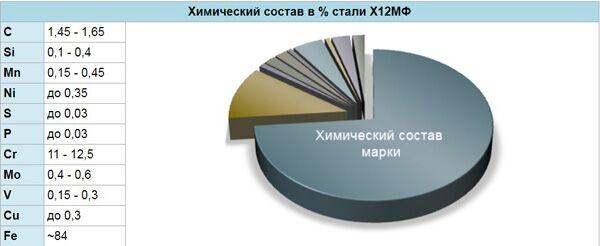
Химический состав % |
|
| 1,25 — 1,45 | C | |
| 0,15 — 0,35 | Si | |
| 0,15 — 0,40 | Mn | |
| до 0,35 | Ni | |
| до 0,03 | S | |
| до 0.03 | P | |
| 11,00 — 12,50 | Cr | |
| Mo | ||
| W | ||
| 0,70 — 0,90 | V | |
| Co | ||
| до 0,30 | Cu |
Химические свойства
За получение конечных свойств Х12МФ изделия отвечают две составляющие: химический состав сплава и термомеханическая обработка (промежуточная и окончательная). Естественно, что обе составляющие зависят друг от друга, а определяется эта тонкая взаимосвязь в результате многочисленных исследований и опытов:
- на действующих металлургических и машиностроительных предприятиях;
- в металлографических лабораториях.
К вышеперечисленным изделиям предъявляются высокие требования:
- по прочности при обработке металла способом холодного штампования, прокатки;
- хорошую теплостойкость. — Набор этих свойств марки Х12МФ обеспечивает высокая концентрация следующих элементов, каждый из которых вносит свои особенности:
- C — 1.45-1.65%;
- Cr — 11–12.5%;
- Mo — 0.4–0.6%;
- Si — 0.1–0.4%;
- V — 0.15–0.3%;
- Mn — 0.15–0.45%;
- Сu — 3%;
- Ni — 0.35%.
Расшифровка стали Х12МФ
В данном случае в маркировке указаны только основные элементы:
- индекс: Х12 — содержание хрома 12 %;
- М — молибден (без цифрового индекса, содержание должно составлять до 1 %);
- Ф — вольфрам (содержание также до 1 %).
Углерод в данном случае не указывается, так как по умолчанию его содержание определяется в районе 1,5 %.
Углерод — важнейший элемент, повышающий прочность. Его участие оказывает как положительное влияние, так и отрицательное. При одновременной прочности он снижает пластичность, что делает сталь плохо деформируемой.
К тому же карбиды при высокой концентрации распределяются неравномерно, а также коагулируют при дальнейшем вылеживании, что приводит к неоднородности свойств в самом сплаве: в районе сегрегаций сплав наиболее прочен, а истощенное место становиться уязвимым при нагреве выше 300 ºC. Поэтому при интенсивной работе, когда рабочая поверхность нагревается, происходит разупрочнение.
Но этот недостаток нейтрализуют добавлением хрома, марганца, молибдена и вольфрама.
Основным легирующим элементом Х12МФ является хром. Он придает коррозионную стойкость, повышает прокаливаемость и исключает разупрочнение стали. Именно благодаря такому содержанию хрома, сталь характеризуется высокой:
- теплостойкостью (отсутствием разупрочнения при высоких температурах выше 300 ºC);
- прокаливаемостью;
- стойкостью к короблению при закалке.
Вольфрам улучшает режущую способность стали, что очень актуально при изготовлении ножей. Это происходит благодаря способности W образовывать тугоплавкие соединения, которые даже при нагревании режущей кромки не вызывают разупрочнения.
Высокая концентрация элементов, увеличивающих прочность, придают характеристикам стали отрицательные качества. Их нейтрализуют другие элементы, например, марганец и молибден. Они также увеличивают прочность, но еще дополнительно работают на увеличение прокаливаемости (свойство стали которое при закалке увеличивает толщину металла, в которой образуется необходимая мартенситная структура). К тому же уменьшают коробление при закалке.
Ванадий наряду с железом образует карбиды VC, которые характеризуются еще более высокой прочностью и тугоплавкостью, чем FeC. При чем содержание этого элемента в диапазоне всего 0,3-0,5 % не снижает пластичность стали.
Термомеханическая обработка
Расплавленный металл разливают в формы для получения:
- заготовок простых геометрических форм (круги, квадраты т. д.), из которых в дальнейшем изготавливают детали методом ковки;
- готовые изделия с учетом припусков на обработку.
При изготовлении изделий методом ковки, происходит дополнительное улучшение структуры. Происходящие изменения можно назвать как повышение плотности, потому что при этом происходит устранение дефектов:
- заполнение вакансий в кристаллической решетке;
- дендритной ликвации — измельчение зерен (устранение дендритной структуры, которая неизбежна при кристаллизации заготовок, слитков, повышает пластичность, без потери прочности).
Сложные молекулярные связи в насыщенной структуре, предъявляют высокие требования к температурному режиму. Нагрев стали при ковке не должен превышать 1050 ºC. При перегреве металла происходит переструктуризация, которая вызывает хрупкость, исправить ее, к сожалению, невозможно.
Преимущество стали, как малая усадка, позволяет изготавливать методом литья готовые детали и точные заготовки (размеры с учетом припусков для обработки). Тогда окончательную структуру изделие получает при выполнении термомеханической обработки:
- снятие лишнего слоя обеспечивает точные размеры и устранение издержек литейного производства;
- закалка в масло увеличивает прочность структуры верхнего слоя;
- отпуск снимает внутренние напряжения.
Описание
Сталь 20Ф применяется: для изготовления трубной заготовки и труб бесшовных горячедеформированных нефтегазопроводных повышенной коррозионной стойкости и хладостойкости, предназначенные для использования в системах транспортирующих газ, системах нефтегазопроводов, технологических промысловых трубопроводов, транспортирующих нефть и нефтепродукты, а также в системах поддержания пластового давления в условиях северной климатической зоны при температуре окружающей среды от -60°С до +40°С, температурой транспортируемых сред от +5°С до +40°С и рабочим давлением до 7,4 МПа; бесшовных горячедеформированных труб повышенной коррозионной стойкости и хладостойкости (ст.20ФА), с наружным диаметром от 89 до 426 мм класса прочности не менее К48, для внутрипромысловых трубопроводов, транспортирующих продукцию нефтяных скважин (низконапорных водоводов подтоварной воды при давлении до 2 МПа в системах заводнения пластов); труб диаметром от 57 до 168 мм для использования в системах газопроводов, нефтегазопроводов, технологических промысловых трубопроводов, транспортирующих нефть и нефтепродукты, а также в системах поддержания пластового давления в условиях климатической зоны с температурой транспортируемых сред от +5° С до +40° С.
Примечание
Конструкционная микролегированная сталь повышенной коррозионной стойкости и хладостойкости. Трубы отличаются от нефтегазопроводных труб обычного исполнения по ГОСТ 8731, ГОСТ 8732, повышенной хладостойкостью, повышенной стойкостью к общей и язвенной коррозии, стойкостью к сульфидному коррозионному растрескиванию и образованию водородных трещин.
Преимущества и недостатки
К достоинствам относятся:
- способность долгое время держать заточку;
- твердость;
- сопротивляемость агрессивной среде;
- способность выносить сильные удары.
Нож из стали D2.
Изделия долго держат заточку даже при активном использовании. Сталь устойчива к воздействию окружающий среды и не деформируется, переносит даже высокие температуры. Большое содержание углерода делает рез агрессивным. Твердость способствует хорошей сопротивляемости износу, что позволяет использовать клинок для работы с самыми разными, в т. ч. высокопрочными, материалами.
Недостатки:
- подверженность коррозии;
- сложность заточки.
Сплав не содержит достаточно хрома, чтобы быть нержавеющим. Поэтому на поверхности металла могут появляться пятна, особенно после контакта с влажной или кислой средой. Изделия из этой стали следует протирать после контакта с водой или иными жидкостями либо покрыть специальным антикоррозийным материалом.
Сам по себе металл плохо поддается полировке, поэтому поверхность изделий всегда выглядит матовой. В процессе заточки следует помнить о выборе угла: точильный инструмент нужно установить на 25-35°, иначе твердая сталь выкрошится.
У данной разновидности стали большее количество плюсов, чем минусов, отзывы в основном положительные.
Ножи из стали Х12МФ
Из-за хрупкости изделия из стали Х12МФ выпускаются с небольшими, короткими клинками. Используются большей частью для разделки. Популярны у сибирских, дальневосточных промысловиков. В приближенных к экстремальным, сложных климатических условиях качественный нож – жизненная необходимость. Правильный уход обеспечивает надёжность в эксплуатации и превосходство в сравнении с изделиями из других сплавов. Тут кроется причина увеличения продаж в последнее время.
Подводя итог сказанному выше, отметим: по техническим, физическим характеристикам сталь х12мф – это лучшее, оставшееся из СССР. Клинки из неё имеют отличные технические характеристики.
До последнего десятилетия 20-го столетия потенциал марки соответствовал требованиям, предъявлявшимся к подобным изделиям. Твёрдость, жёсткость, антикоррозийные свойства по сей день на уровень выше зарубежных стандартов. Единственная слабость — неустойчивость к поперечным нагрузкам и ударам. Но зато лучшего материала для компактных клинков найти трудно.
После прихода на стальной рынок России западных марок место в рейтинге стали Х12МФ снизилось на 15-20 процентов. Сегодня эта сталь занимает место в средней ценовой нише, имея оптимальное соотношение «цена – надёжность». Изделия из неё надёжны, наворотов нет, их можно без малейших колебаний причислить к категории old school — старый друг.
https://youtube.com/watch?v=XJD0lTWm9vk
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Х12МФ сталь: характеристики
Х12МФ – сталь, которая была разработана, создана и введена в производство в 30-х годах прошлого века. Изначально металл позиционировался как инструментальный сплав, оптимально подходящий для холодного деформирования. Качественные характеристики стали высокие, что оставляют ее популярной и в современном производстве.
| Характеристика | Краткое описание |
| Марка и заменители | Х12МФ. Заменители – Х6ВФ, Х12ВМ, Х12Ф1 |
| Класс в официальной градации | Сталь инструментальная штамповая |
| Виды выпуска | Калиброванный, шлифованный прутки, серебрянка, полосы, поковки и кованные заготовки |
| Твердость металла | НВ 10-1 (255Мпа) |
| Температура закаливания | В начале процесса 1140 градусов, в конце — 850 |
| Тип охлаждения | В колодцах или специальных термостатах |
| Уровень хрупкости | Очень низкий, отмечается склонность к отпускной хрупкости |
Изначально сталь марки Х12МФ предназначалась для изготовления «ножевых клинков», под этим термином подразумевались резаки и штампы для полиграфии, технологические режущие инструменты для деревообработки, пилы и так далее. Но уже в 50-х годах прошлого века ремесленники стали использовать металл и для изготовления ножей бытового, кухонного предназначения.
Свойства, химический состав
Высокое качество, свойства стали обеспечивает ее сложный химический состав:
- хром до 12,5% — это вещество оказывает прямое влияние на способность металла к закаливанию, повышает антикоррозийные свойства стали и уровень износостойкости уже готового изделия;
- ванадий 1,1% — обладает максимально высокой прочностью, усиливает свойства хрома, обеспечивает стали инертность в отношении агрессивных сред;
- углерод 1,6% — придает металлу особенную прочность, снижает уровень хрупкости;
- молибден до 1% — относится к твердоплавким элементам, повышает сопротивляемость металла к механическим воздействиям, делает устойчивым к высоким температурам;
- кремний и марганец до 0,6% — делают сталь стабильной, надежной, максимально повышают твердость металла.
В составе также присутствуют сера и фосфор – это вредные технологические примеси, которые в состоянии повысить хрупкость металла и снизить общие физико-химические свойства стали. Но в таком негативном качестве сера и фосфор «работают» в том случае, если в металле присутствует большое количество углерода. В марке Х12МФ пропорции последнего элемента низкие, вред от наличия в химическом составе серы и фосфора минимальный, практически неопределяемый.
Нюансы производства
Производство стали Х12МФ в промышленных объемах осуществляется по четко отработанному технологическому алгоритму, обязательно с учетом некоторых особенностей:
- Расплав заливается в уже готовую форму по требованию заказчика. Обязательно учитываются припуски на последующую технологическую обработку заготовки.
- Этап отжига обязателен, потому что при остывании металла происходит дендрирование материала. А это приводит к неравномерному выпадению карбидов, что нарушает однородность структуры стали.
- На этапе ковки продолжают повышаться качественные характеристики металла – полностью исчезает неоднородность структуры, измельчается «зерно», в кристаллической решетке заполняются все пустоты.
Смотрите на видео о Х12МФ тесте на хрупкость:
Специалисты особенно высоко ценят сталь марки Х12МФ, полученную путем выплавки методом электрошлакового или вакуумно-дугового переплава (ЭШП и ВДП соответственно).
Аналоги

Как нетрудно догадаться, производственные процессы практически на любом предприятии, производящем одну и ту же продукцию, примерно одинаковы. И это никак не зависит от географического расположения производственных мощностей. Соответственно, для схожих работ используются идентичные инструменты, изготовленные из похожих или же аналогичных материалов. Штамповая сталь Х12Ф1 не стала исключением. В различных странах марку стали с подобным составом производят столь же успешно, как и на постсоветском пространстве. Вот некоторые наиболее ходовые наименования:
- Соединенные Штаты Америки – D5;
- Япония – SKD11;
- Англия – BD2;
- Германия – Х155CrVMo12-1.
Запомнив эти марки сталей, даже пребывая далеко от родных краев, вы можете быть уверены, что сможете без труда найти для себя деталь из необходимого именно вам материала.
Вторая жизнь
Как оказалось, весьма лестные отзывы о стали Х12Ф1 можно услышать из уст разного рода мастеров, изготавливающих различные хозяйственно-бытовые инструменты, будь то стамески, ножи, скобели и прочее. Высокое содержание углерода в составе позволяет добиться высокой твердости клинка и режущей кромки в частности, обильное количество хрома препятствует появлению коррозии, а наличие в составе дополнительной лигатуры, которая крайне хорошо сказывается на общей структуре материала, делает ножи из стали Х12Ф1 крайне надежными в работе, а поэтому часто просто незаменимыми.
Для начала давайте разберемся, что такое сталь. Сталь — это своего рода сплав железа и углерода, причем концентрация углерода не должна превышать 2%. Также сталь способна изменять свои свойства благодаря человеку, который добавляет в нее специальные добавки, а эти добавки дают стали необходимую прочность, пластичность, режущие способности и так далее.
Что же касается стали x12мф, то она как и любой другой вид стали имеет свой уникальный химический состав элементов:
- Хром. Это самое главное, он позволяет стали повысить свою режущие свойства и долгое время не ржаветь, что является особенностью этой марки стали.
- Ванадий. Он в свою очередь придает стали некий баланс в пластичности и прочности, с ним главное не переборщить, иначе сталь потеряет пластичность, которой сталь x12мф просто обязана обладать.
- Марганец. Просто необходим для того, чтобы сталь во время закалки не потеряла свою форму.
- Молибден и вольфрам. Нужны для повышения прокалки.
- Углерод. Позволяет стали сохранить себя более длительное время.
- Кремний. Не позволяет углероду запустить процесс коррозии.
- Никель. Он тоже не позволяет стали заржаветь и более того повышает ее прочность.
Если сделать все грамотно и применяя правильные пропорции, то получится превосходное творение. Но не стоит забывать про температуру и количество закалок во время создания, это тоже очень сильно влияет на результат.

Применяется x12мф в тяжелом машиностроении или в виде сырье для производства. Но самое главное почему вы читаете эту статью, она применяется в изготовлении бытовых и охотничьих ножей. В данный момент это самое актуальное применение данной стали.
Технические особенности стали марки D2
Есть пять характеристик для оценки сплава:
- Твердость. Обладает высоким показателем – до 64 HRC по Роквеллу.
- Жесткость. Отличается прочностью, но является недостаточно жестким, что приводит к неудобствам при заточке изделий.
- Износоустойчивость к абразивному воздействию. Благодаря твердости этот показатель у сплава высокий.
- Коррозионная стойкость. Данный вид стали не относится к нержавеющим, поскольку не содержит достаточного количества хрома, но сопротивляется ржавчине. Устойчивость к коррозии оценивается как средняя.
- Защита краев от завалов. При эксплуатации лезвие изделия из D2 способно долгое время сохранять свою остроту.
Области применения
Формула отечественного сплава высокоуглеродистой, устойчивой к коррозии стали была изобретена и стала применяться относительно недавно. Сталевары всегда ищут новые, более энерго- и затратоемкие механизированные решения, чтобы угодить потребителю и увеличить спрос на продукцию отечественного производства.
Сплав 95Х18 востребован в промышленном производстве, где используются сорта стали, выдерживающие повышенные температуры, и требуется высокая прочность поршней, шестерен, деталей, подшипников и т. п.
Этот хромированный металл применяется в производстве контейнеров и емкостей, а также любых функциональных деталей в химической отрасли, где металл подвергается агрессивному воздействию соляных паров и химических соединений. Из высокопрочной стали 95Х18 вырезаются составляющие детали и элементы для автомобилей и самолетов, требующие износоустойчивости при контакте с абразивными поверхностями и интенсивном износе.
Основной сферой, куда поставляется сталь 95Х18, является производство клинкового холодного оружия.
 Охотничий и туристический ножи.
Охотничий и туристический ножи.
Этот металл подходит для нарезки продуктов питания, веревок, полимеров и любого мягкого дерева в быту, но может оказаться малоэффективным при использовании с твердыми предметами, костями, требующими погружения и увязания клинка. Частое использование ножа в работе с такими материалами не рекомендуется.
Нож из стали 95Х18 не портится в условиях дождя или снега и долго не выходит из строя даже при неаккуратном использовании. Этот металл устойчив к любым агрессивным смесям и стерпит, если его оставить грязным и не трогать пару дней.
Фабрики по изготовлению металлических изделий выпускают охотничьи, рыбацкие и туристические ножи на основе нержавеющей стали 95Х18. Первые 2 вида ножей имеют стандартную фиксированную форму, а вариант для походов в лес или в горы – складную. При выборе наиболее подходящего ножа надо учитывать длину и материал изготовления рукоятки: лучше выбирать из полимеров. Лезвие оригинального ножа не должно содержать никаких сколов и царапин, а угол заточки клинка подскажет, для решения каких задач он предназначен: чем нож острее, тем более грубые работы он способен выполнять.
Ножи из стали 95Х18 имеют хорошие отзывы покупателей и востребованы как у любителей отдохнуть в условиях дикой среды, так и у коллекционеров различных моделей или авторских работ. Ножи, кованные по индивидуальному заказу, представляют предмет особой гордости своих владельцев, ведь клинок сохраняет красоту даже спустя много лет.
Предыдущая
СтальХарактеристики стали AUS 8
Следующая
СтальХарактеристика стали марки 65X13
Преимущества и недостатки
Любой сплав – это компромисс между различными свойствами каждого элемента, входящего в его состав. Универсальность применения именно этой марки стали объясняется удачным сочетанием прочностных и эксплуатационных характеристик. Тем не менее, плюсы и минусы есть и у Х12МФ.
Сильные стороны стали Х12МФ:
- В состав сплава входят дешевые компоненты. В производстве используется вторичное сырье. Это в значительной степени снижает стоимость производства заготовок для переработки. Ножи из стали Х12МФ не дорогие. При этом они обладают многими полезными характеристиками.
- Предсказуемость рабочих характеристик ножа из этой стали заключается в широком диапазоне температур. Многочисленные тесты на синтетических канатах, деревянных брусках, испытания в полевых условиях и продолжительное время использования дают все основания для такого утверждения.
- Основное требование к остроте заточки ножа выдержано полностью. При правильно проведенной термообработке удается получить клинки твердостью HRC 63-64 единиц. В сочетании с оптимальными углами заточки, получается режущая кромка с уникальными износостойкими характеристиками по всей длине. Острота лезвия сохраняется долгое время и мало зависит от разрезаемого материала.
- Сплав относится к группе условно нержавеющих. Это означает, что уход за ножами будет самый минимальный.
- Из технологических характеристик следует отметить хорошую обрабатываемость резанием и удовлетворительную податливость шлифовке.
Благодаря такому набору характеристик Х12МФ, ножи из нее долго служат владельцам верой и правдой.
Сталь Х12МФ не лишена недостатков. Ее слабые стороны:
- Сложность осуществления технологических операций, связанных с нагревом заготовки. В процессе ковки часто происходит растрескивание заготовки. Это неустранимый дефект. Растрескивание происходит при недогреве до ковочной температуры. При перегреве сталь просто рассыпается. Этот эффект вызван особенностями дендритной структуры сплава. Другим негативным технологическим фактором является сложная термообработка. Подобрать правильный режим достаточно трудно.
- Для качественной заточки режущей кромки требуется специальное оборудование.
- Высокая чувствительность полотна к изгибающим нагрузкам. Это накладывает ограничения на размеры клинков и область их применения.
- Химическое взаимодействие стали с солями и кислотами приводит к потере товарного вида ввиду питтинговой коррозии. Необходимо следовать правилам по эксплуатации и уходу за ножом.
- Клинок из Х12МФ не получится отполировать до зеркального блеска. Он всегда будет выглядеть немного тускло.
- Правка клинка в полевых условиях становится проблемой из-за его высокой твердости.
Для получения максимальной твердости и износостойкости необходимо осуществить ступенчатый нагрев под закалку с продолжительной выдержкой при каждой температуре. Закалку также необходимо проводить ступенчато в кипящем масле или соли с выдержкой и последующим охлаждении на воздухе. Затем следует принять меры предупреждения от коробления. Для снятия внутренних напряжений после закалки, обязательно нужно делать отпуск. Далеко не каждая мастерская располагает таким оборудованием. Кроме того, операции термообработки одни из самых затратных в производственном цикле. Штучное производство высококачественных ножей из стали Х12МФ обходится дорого.
У ножей имеются недостатки, обусловленные специфическими свойствами, которыми обладает сталь Х12МФ. В большинстве своем они не критичны. Потребительские плюсы перевешивают технологические минусы. Только знание всех плюсов и минусов стали, соблюдение технологии производства приведет к созданию уникального ножа.



Какие ножи делают из стали D2
Ножи из стали D2 обладают наибольшей популярностью: по набору свойств это лучший металл для изготовления клинков. Выплавляют преимущественно охотничьи, туристические ножи, реже – ножи бытового назначения.

Нож Тантуха-3 из стали D2.
Твердость и острота режущей кромки делают возможным использование ножей с бритвенной заточкой (например, «Косуля» или «Тантуха») для разделки туш на охоте.
Клинки из этого сплава полезны и в туристическом походе: с их помощью будет несложно изготовить колышки для палатки или нарезать веток для костра. Нож «Грибник» может использоваться для сбора грибов.
Ножи делятся на:
- складные, в т. ч. подарочные;
- с фиксированным клинком;
- туристические, с обширной областью применения;
- шейные, с помощью которых снимается шкура с убитого на охоте зверя;
- разделочные, предназначенные для разделки туш.
Кроме этого, сплав применяется для производства кухонных ножей высокого качества.
По свойствам нож D2 часто сравнивается с изделиями из сплава Elmax. И те и другие имеют почти равные параметры: у них одинаковая износостойкость и один и тот же профиль клинка. Но вторые в меньшей степени подвержены коррозии, и им присуща большая агрессивность реза. При этом изделия из D2 в два раза дешевле ножей Elmax.
Предыдущая
СтальКакая сталь для ножей самая лучшая
Следующая
СтальСталь 440: характеристики, плюсы и минусы марки для ножей
Механические характеристики
| Сечение, мм | t отпуска, °C | sТ|s0,2, МПа | σB, МПа | d5, % | d4 | y, % | кДж/м2, кДж/м2 | Твёрдость по Бринеллю, МПа |
|---|---|---|---|---|---|---|---|---|
| Сортовой прокат в состоянии поставки | ||||||||
| 4-10 | — | — | ≥470 | ≥26 | — | — | — | — |
| Карточки в состоянии поставки по ТУ 14-104-143-93 | ||||||||
| — | ≥255 | ≥392 | ≥24 | — | — | — | ≥134 | |
| Прокат листовой горячекатаный в состоянии поставки | ||||||||
| 2-3.9 | — | ≥320 | ≥460 | — | ≥22 | — | — | — |
| Стержень диаметром 19 мм. Закалка. Охлаждение со скоростью 200 °/с. Выдержка при отпуске 1 ч | ||||||||
| — | 200 | ≥1080 | ≥1130 | — | — | ≥55 | — | — |
| Листовой и полосовой термообработанный прокат повышенного качества в состоянии поставки по ТУ 14-104-4632-93 (образцы поперечные, ударная вязкость KCU-40 °С/KCU-70 °С | ||||||||
| 5-25 | — | 315-510 | 460-660 | ≥21 | — | — | ≥392/294 | — |
| Прокат толстолистовой и широкополосный универсальный в состоянии поставки ГОСТ 19282-73 | ||||||||
| ≤10 | — | ≥315 | ≥460 | — | ≥26 | — | — | — |
| Стержень диаметром 19 мм. Закалка. Охлаждение со скоростью 200 °/с. Выдержка при отпуске 1 ч | ||||||||
| — | 300 | ≥1040 | ≥1080 | — | — | ≥55 | — | — |
| Проволока сварочная Св-12ГС для изготовления электродов по ГОСТ 2246-70 | ||||||||
| 1.6; 2.0 | — | — | 690-990 | — | — | — | — | — |
| Тонколистовой прокат из стали повышенной прочности в состоянии поставки ГОСТ 17066-94 | ||||||||
| 0.5-3.9 | — | ≥315 | ≥460 | — | ≥20 | — | — | — |
| Стержень диаметром 19 мм. Закалка. Охлаждение со скоростью 200 °/с. Выдержка при отпуске 1 ч | ||||||||
| — | 400 | ≥980 | ≥1030 | — | — | ≥65 | — | — |
| Проволока сварочная Св-12ГС для изготовления электродов по ГОСТ 2246-70 | ||||||||
| 2 | — | — | 640-940 | — | — | — | — | — |
| Тонколистовой прокат из стали повышенной прочности в состоянии поставки ГОСТ 17066-94 | ||||||||
| 0.5-3.9 | — | ≥315 | ≥430 | — | ≥20 | — | — | — |
| Стержень диаметром 19 мм. Закалка. Охлаждение со скоростью 200 °/с. Выдержка при отпуске 1 ч | ||||||||
| — | 500 | ≥690 | ≥780 | — | — | ≥68 | — | — |
| Проволока сварочная Св-12ГС для сварки по ГОСТ 2246-70 | ||||||||
| 0.3-0.5 | — | — | 890-1390 | — | — | — | — | — |
| Стержень диаметром 19 мм. Закалка. Охлаждение со скоростью 200 °/с. Выдержка при отпуске 1 ч | ||||||||
| — | 600 | ≥610 | ≥730 | — | — | ≥75 | — | — |
| Проволока сварочная Св-12ГС для сварки по ГОСТ 2246-70 | ||||||||
| 0.8-1.5 | — | — | 890-1340 | — | — | — | — | — |
| Стержень диаметром 19 мм. Закалка. Охлаждение со скоростью 45 °/с. Выдержка при отпуске 1 ч | ||||||||
| — | 200 | ≥720 | ≥850 | — | — | ≥60 | — | — |
| Проволока сварочная Св-12ГС для сварки по ГОСТ 2246-70 | ||||||||
| 1.6 | — | — | 890-1290 | — | — | — | — | — |
| Стержень диаметром 19 мм. Закалка. Охлаждение со скоростью 45 °/с. Выдержка при отпуске 1 ч | ||||||||
| — | 300 | ≥640 | ≥760 | — | — | ≥65 | — | — |
| Проволока сварочная Св-12ГС для сварки по ГОСТ 2246-70 | ||||||||
| 2 | — | — | 790-1190 | — | — | — | — | — |
| Стержень диаметром 19 мм. Закалка. Охлаждение со скоростью 45 °/с. Выдержка при отпуске 1 ч | ||||||||
| — | 400 | ≥610 | ≥730 | — | — | ≥69 | — | — |
| Проволока сварочная Св-12ГС для сварки по ГОСТ 2246-70 | ||||||||
| 2 | — | — | 690-1040 | — | — | — | — | — |
| Стержень диаметром 19 мм. Закалка. Охлаждение со скоростью 45 °/с. Выдержка при отпуске 1 ч | ||||||||
| — | 500 | ≥530 | ≥690 | — | — | — | — | — |
| — | 600 | ≥420 | ≥590 | — | — | ≥70 | — | — |
Химический состав
Сплав D2 относится к режущим высокоуглеродистым легированным сталям и имеет следующий состав:
- углерод (С) – 1,55%;
- марганец (Mn) – 0,35%;
- хром (Cr) – 11-13%;
- кремний (Si) – 0,45%;
- молибден (Мо) – 0,9%;
- ванадий (V) – 0,9%;
- фосфор (P) – 0,03%;
- сера (S) – 0,03%.
С помощью марганца происходит процесс закалки. Элемент не ухудшает вязкость стали, а увеличивает ее прочность и улучшает структуру продукта.
Сплав D2 обладает самой высокой степенью сопротивляемости коррозии среди высокоуглеродистых сталей. При содержании в составе до 13% хрома сплав называют полунержавеющим, но образование ржавчины зависит от контактов изделия с агрессивной средой, способа обработки и иных факторов. Хром увеличивает вязкость, твердость металла, обеспечивает меньшую подверженность износу.
Кремний придает сплаву прочность и упругость.
Молибден способствует облегчению закалки. Он усиливает способность стали прокаливаться, равномерно распределяя внутреннее напряжение, возникающее в процессе. Прибавляет прочности, твердости, повышает сопротивляемость коррозии. Добавляет изделию стойкости к высоким температурам.
Ванадий улучшает закаливаемость, обеспечивает прочность, отсутствие ломкости.
Углерод – основной элемент, как и у большинства сплавов. Придает металлу большую прочность, остроту, повышенную вязкость.
Содержание серы и фосфора, относящихся к вредным примесям, доведено до минимума, и в таком количестве отрицательным воздействием на сплав они не обладают.