Зачем и как делать цементацию стали
Содержание:
Закалка и выполнение высокого отпуска (улучшение)

Для сталей используют процесс упрочнения при закалке методом быстрого охлаждения, производимого на воздухе, в масле или воде. Такая процедура способствует созданию неравновесного строения мартенсита. Операция закалки позволяет стали получить такие характеристики, как высокая твёрдость, низкий уровень пластичности и вязкости. Например, у стали 40ХНМА (SAE 4340) после того, как проведена процедура закалки, показатель твёрдости составляет более 50 HRC, поэтому материал не может быть использован по причине хрупкости и предрасположенности к разрушению. Проведение следующего отпуска, заключающегося в таких операциях, как нагрев до 450 C… 500 0C и выдерживание при этом температурном режиме, позволяет уменьшить внутренние напряжения, учитывая такие явления как распад мартенсита, изменение расстояний решётки. При этом незначительно снижается уровень твёрдости допоказателя 45…48 HRC. Процедура корригирования выполняется для стали, имеющей в своем составе 0,3…0,6 % углерода. Отжиг представляет собой разновидность термообработки и состоит в проведении нагрева до установленного температурного режима, выдержки и охлаждения. При этом происходит возобновление, рекристаллизирование и гомогенизирование металла. Целью операции является требование снизить уровень твердости, что позволяет повысить обрабатываемость металла, улучшить структурный состав и достичь большей степени гомогенности металла, снять напряжения внутри решетки.
Общие сведения о материале
Если учитывать характеристики, то эта сталь может похвастаться такими преимуществами, как: технологичность материала, повышенная пластичность, высокий показатель жаропрочности
Что немаловажно — это то, что свариваемость этого металла достаточно высокая. Стоит также отметить, что сталь 20х23н18 относится к аустенитному классу металла
Основу для данного материала составляют такие два вещества, как никель и железо.
Листовая сталь изготавливается из сложнолегированного и аустенитного сплава. Он обязательно должен обладать высокой устойчивостью к любым агрессивным воздействиям окружающей среды. Атмосферная и почвенная влага также не должны оказывать существенного влияния на него. Сам по себе стальной жаропрочный лист марки 20х23н18 — это очень многофункциональный и удобный материал, который позволяет использовать его в самых разных условиях. Часто используется для того чтобы изготовить камеры сгорания, основное требование которых — это высокая устойчивость к температурам.

Смотреть галерею
Жидкостная цементация
Жидкостная цементация производится в расплавленных солях, обычно в солях, состоящих из карбонатов щелочных металлов. Эту смесь расплавляют в ванне и цементации проводят посредством погружения деталей в расплав. Процесс ведут при 850°С на протяжении 0,5 — 3,0 часов, при этом глубина сдоя получается в пределах 0,2 — 0,5 мм. Основное достоинство процесса — возможность непосредственной закалки из цементационной ванны и малые деформации обработанных изделий. В условиях индивидуального и мелкосерийного производства некоторое применение нашла цементация из паст. В этом случае на обрабатывавшуюся поверхность наносится обмазка, содержащая сажу (33 — 70 %), древесную пыль (20 — 60 % ), желтую кровяную соль (5 — 20 %) и другие компоненты. В качестве связующих материалов используют органические, органоминеральные и неорганические клеи. Толщина обмазки должна быть в 6 — 8 раз больше требуемой толщины цементованного слоя.
В настоящее время наиболее перспективным методом цементации является цементация в эндотермической атмосфере с контролируемым углеродным потенциалом. При газовой цементации в эндотермической атмосфере, в начале процесса (в активный период насыщения) поддерживают высокий углеродный потенциал атмосферы за счет добавки к эндотермической атмосфере необработанного углеводородного газа (метана или пропана-бутана). В диффузионный период углеродный потенциал атмосферы устанавливается 0,8 — 1,0 % и количество добавляемого углеводородного газа резко уменьшается.
Особенности термообработки стали 20Х13
Марка стали 20х13 по причине высокой концентрации углерода и хрома сложна при сварке, структура может быть улучшена при закалке и отпуске. Термообработка проводится с учетом следующих моментов:
- Из-за высокой жаропрочности закалка проводится при температуре около 1100 градусов Цельсия. Эта технологическая особенности определяет трудности, возникающие при обработке сплава в домашних условиях. Только при наличии специального оборудования можно провести разогрев заготовки до требуемой температуры.
- Ковка выполняется при температуре 780 градусов Цельсия. При этом нагрев проводится постепенно, что позволяет исключить вероятность возникновения структурных деформаций при пластичной деформации.
- Отжиг считается смягчающим типом обработки металла. Рекомендуемый показатель температуры составляет 800 градусов Цельсия. Охлаждение проводится периодически, что позволяет повысить качество сплава.
- После закалки охлаждение проводится в самой различной среде. В последнее время устанавливаются высокие стандарты качества, что определило применение масла в качестве охлаждающей жидкости. Подобная технология охлаждения характеризуется довольно большим количеством особенностей. К примеру, свойства масла обеспечивают равномерное снижение температуры даже объемных заготовок, но при определенных условиях вещество загорается и образуется едкий дым. Поэтому масляные ванны применяются только в специальных цехах, которые снабжаются системой вентиляции.
При повышении температуры отпуска до 450 градусов Цельсия можно существенно повысить пластичность, но при этом снижается твердость поверхностного слоя. Однако, подобное воздействие приводит к снижению коррозионной стойкости.
https://youtube.com/watch?v=TRpHRWii4_Y
Сварочные работы также характеризуются большим количеством особенностей. Сварка коррозионно-стойкой жаропрочной стали 20х13 проводится с учетом следующей информации:
- Могут применяться самые различные методы: ручная обработка, электродуговая и аргонодуговая в автоматическом режиме.
- В некоторых случаях сварка проводится без предварительного подогрева заготовки. Для того чтобы повысить качество сварочного шва проводится дополнительная обработка.
- Для того чтобы повысить качество шва выполняется нагрев металл до 300 градусов Цельсия. Дополнительная обработка предусматривает отжиг, который снижает все внутренние напряжения. Часто именно внутреннее напряжение приводит к появлению структурных или поверхностных трещин, а также других дефектов.
Предварительные нагрев рекомендуется проводить в случае, когда толщина свариваемой стали более 10 мм. В подобных случаях высокая концентрация хрома и углерода сказывается негативно на свойствах стали 20×13.

Нержавеющая проволока 20Х13
Свойства сплава определяют его широкое распространение в самых различных отраслях промышленности. Для его применения при изготовлении износостойких деталей может проводится различного рода улучшения. Однако, сложности обработки и изготовления определяют рентабельность при применении только на момент выпуска ответственных деталей.
Стандарты
| Название | Код | Стандарты |
|---|---|---|
| Сортовой и фасонный прокат | В32 | ГОСТ 1050-88, ГОСТ 7417-75, ГОСТ 8559-75, ГОСТ 8560-78, ГОСТ 10702-78, ГОСТ 14955-77, ГОСТ 1050-2013, ОСТ 1 92049-76, TУ 14-1-5414-2001, TУ 14-1-1431-75, TУ 14-1-2118-77, TУ 14-1-3987-85, TУ 14-1-4597-89, TУ 14-1-5058-91, TУ 14-1-5.14-73, TУ 14-2-849-89, TУ 14-11-245-88, TУ 14-1-1529-2003, СТП М323-80, TУ 14-1-1271-75, TУ 14-1-5228-93, TУ 14-136-367-2008 |
| Листы и полосы | В33 | ГОСТ 1577-93, ГОСТ 4041-71, TУ 14-1-522-93, TУ 108.1273-84, TУ 14-1-197-72, TУ 14-1-2610-79, TУ 14-1-3579-83, TУ 14-1-4516-88, TУ 14-1-4912-90, TУ 14-1-5033-91, TУ 14-1-5036-91, TУ 14-1-522-73, TУ 14-1-2471-78 |
| Ленты | В34 | ГОСТ 2284-79, ГОСТ 10234-77, ГОСТ 19851-74, TУ 14-4-1010-79 |
| Ленты | В24 | ГОСТ 3560-73 |
| Проволока стальная средне- и высокоуглеродистая | В72 | ГОСТ 3920-70, ГОСТ 7372-79, ГОСТ 9389-75, ГОСТ 9850-72, ГОСТ 17305-91, ГОСТ 26366-84 |
| Трубы стальные и соединительные части к ним | В62 | ГОСТ 550-75, ГОСТ 3262-75, ГОСТ 5005-82, ГОСТ 5654-76, ГОСТ 8639-82, ГОСТ 8642-68, ГОСТ 8644-68, ГОСТ 8645-68, ГОСТ 8646-68, ГОСТ 8696-74, ГОСТ 8732-78, ГОСТ 8734-75, ГОСТ 9567-75, ГОСТ 10704-91, ГОСТ 10705-80, ГОСТ 10707-80, ГОСТ 11017-80, ГОСТ 12132-66, ГОСТ 13663-86, ГОСТ 19277-73, ГОСТ 20295-85, ГОСТ 21729-76, ГОСТ 22786-77, ГОСТ 23270-89, ГОСТ 24950-81, ГОСТ 30563-98, ГОСТ 30564-98, ГОСТ 8733-87, ГОСТ 8731-87, ГОСТ 13664-68, ГОСТ Р 53383-2009, ОСТ 24.125.30-89, СТО 79814898 105-2008, TУ 14-3Р-251-2007, TУ 14-3-808-78, TУ 14-3-1971-97, TУ 108.790-87, TУ 13-3-1486-87, TУ 14-3-1128-2000, TУ 14-3-1428-86, TУ 14-3-1443-86, TУ 14-3-1473-87, TУ 14-3-1577-88, TУ 14-3-251-74, TУ 14-3-341-75, TУ 14-3-377-87, TУ 14-3-480-76, TУ 14-3-523-76, TУ 14-3-587-77, TУ 14-3-675-78, TУ 14-3-684-77, TУ 1380-001-08620133-93, TУ 14-157-54-97, TУ 14-162-14-96, TУ 14-162-20-97, TУ 14-3-463-2005, TУ 14-3-1303-84, TУ 14-3-1083-81, TУ 14-3-1486-87, TУ 14-159-305-2005, TУ 14-3-473-76, TУ 14-159-263-96, TУ 14-3P-63-2002, TУ 14-161-171-97, TУ 1380-001-08620133-05, TУ 14-3Р-63-2002, TУ 14-3-460-2009, TУ 14-3Р-51-2001, TУ 14-3Р-50-2001, TУ 14-159-1128-2008, TУ 14-3-1963-95, TУ 14-161-148-94, TУ 1317-006.1-593377520-2003, TУ 1301-039-00212179-2010, TУ 14-3-624-88, TУ 14-3-377-99, TУ 14-3-1128-2005, TУ 1310-030-00212179-2007, TУ 1373-022-05757850-08, TУ 14-156-50-2003, TУ 14-159-308-2006, TУ 14-1-5598-2010, TУ 14-3Р-55-2001, TУ 24-18-233-93, TУ 13.03-011-00212179-2003, TУ 14-3Р-44-2001, TУ 1303-002-08620133-01, TУ 14-3-460-2003, TУ 14-3Р-1128-2007, TУ 14-3-190-2004, TУ 14-3-1128-82, TУ 14-3-1654-89, TУ 1373-013-02949352-2003, TУ 1303-007-12281990-2015, TУ 14-158-113-99, TУ 14-161-149-94 |
| Проволока стальная низкоуглеродистая | В71 | ГОСТ 5663-79 |
| Листы и полосы | В23 | ГОСТ 82-70, ГОСТ 14918-80, ГОСТ 16523-97, ГОСТ 16523-89, ГОСТ 16523-70, ГОСТ 103-2006, ГОСТ 19903-90, TУ 14-1-4220-87, TУ 14-1-1934-76, TУ 14-1-4632-93 |
| Сортовой и фасонный прокат | В22 | ГОСТ 8239-89, ГОСТ 8240-97, ГОСТ 8278-83, ГОСТ 8281-80, ГОСТ 8282-83, ГОСТ 8283-93, ГОСТ 8319.0-75, ГОСТ 8509-93, ГОСТ 8510-86, ГОСТ 9234-74, ГОСТ 10551-75, ГОСТ 11474-76, ГОСТ 12492.5-90, ГОСТ 25577-83, ГОСТ 30245-2003, ГОСТ 2590-2006, ГОСТ 2591-2006, ГОСТ 2879-2006, ОСТ 5.9087-84, TУ 14-2-341-78, СТП М326-80, TУ 14-105-568-93 |
| Обработка металлов давлением. Поковки | В03 | ГОСТ 8479-70, ОСТ 5Р.9125-84, ОСТ 108.030.113-87, ОСТ 26-01-135-81, TУ 108-11-908-87, СТ ЦКБА 010-2004 |
| Нормы расчета и проектирования | В02 | ОСТ 1 00154-74 |
| Болванки. Заготовки. Слябы | В21 | ОСТ 14-13-75 |
| Сварка и резка металлов. Пайка, клепка | В05 | ОСТ 26-260.453-92, ОСТ 24.125.02-89 |
| Болванки. Заготовки. Слябы | В31 | ОСТ 3-1686-90, ОСТ 1 90301-81, TУ 26-07-1341-83, TУ 108.11.902-87, TУ 108.1398-86, TУ 108.667-86, TУ 108-938-80, TУ 14-1-1672-76, TУ 14-1-4221-87, TУ 14-1-4944-90, TУ 14-1-4992-91, TУ 14-243-224-87, TУ 08.002.05015348-92, TУ 14-1-5185-93, TУ 08.002.0501.5348-92, СТП М322-90, TУ 26-0251-16-78, TУ 14-1-5.19-74, TУ 1-92-156-90 |
| Термическая и термохимическая обработка металлов | В04 | СТ ЦКБА 026-2005 |
| Методы испытаний. Упаковка. Маркировка | В29 | TУ 14-106-485-99 |
Процесс термообработки
Процесс термообработки представлен основными видами, среди которых необходимо выделить:
- Отжиг, включая процедуру гомогенизации и нормализации, выполняется для получения металла, микроструктура которого отличается однородностью и зернистостью, с растворением включений. Следующее за этой операцией охлаждение выполняется в медленном режиме, что позволяет воспрепятствовать появлению мартенсита;
-
Закалку выполняют при соблюдении высокого уровня скорости охлаждения, что позволяет получить мартенситные структуры. При определении критичного уровня скорости охлаждения, требуемой для выполнения закалки, учитываются марки и разновидности материалов;
- Отпуск требуется для удаления напряжений, образовавшихся при закалке, обеспечивая более высокую степень пластичности при одновременном уменьшении прочностных показателей;
- Нормализацию проводят при нагревании изделия до состояния аустенита, то есть на 30…50 градусов выше АС3, с выполнением в дальнейшем охлаждения на воздухе;
- Выполнение дисперсионного затвердения (или старения) осуществляют, если после операции отжига выполняется нагревание детали до более низкого температурного уровня для получения частиц фазы упрочнения. В некоторых случаях старение выполняется ступенчато, используя несколько температурных режимов для выделения упрочняющих в нескольких видах;
- Обработка холодом.
Разновидности металла, который можно обрабатывать
Выделяют три основные группы металла, который используется для закалки:
- Сталь с неупрочняемой сердцевиной. В эту группу входят следующие марки стали, пригодной для цементирования — 20, 15 и 10. Эти детали имеют небольшой размер, используются для эксплуатации в бытовых условиях. Во время закалки происходит трансформация аустенита в феррито-перлитную смесь.
- Сталь со слабо упрочняемой сердцевиной. В эту группу вошли металлы таких марок, как 20Х, 15Х (хромистые низколегированные стали). В этом случае проводят дополнительную процедуру лигирования с помощью небольших доз ванадия. Это обеспечивает получение мелкого зерна, что приводит к получению более вязкого и пластичного металла.
- Сталь с сильно упрочняемой сердцевиной. Этот вид металла используют для изготовления деталей со сложной конфигурацией или большим сечением, которые выдерживают различные ударные нагрузки, подвергаются воздействию переменного тока. В процессе закалки вводится никель или при его дефиците используют марганец, при этом для дробления зерна добавляют малые дозы титана или ванадия.
 В целом процесс цементации стали необходим для улучшения износостойкости и прочности деталей.
В целом процесс цементации стали необходим для улучшения износостойкости и прочности деталей.
Чаще всего цементации подвергаются валы, оси, лезвия ножей, детали подшипников и зубчатые колеса.
Как происходит цементация стали в твердой среде на предприятии и в условиях домашнего цеха?
Смесь для твердой цементации готовится из бария, кальция с древесным углем и углекислого натрия. Уголь лучше брать из дуба или березы и разделить его небольшие фракции, не более десяти миллиметров. Чтобы удалить лишнюю пыль, уголь рекомендуют просеять. Соли тоже измельчают до состояния порошка и пропускают через сито.
Существует две методики для приготовления смеси:
- Уголь из дерева поливают солью, которую предварительно растворяют в воде. Получившуюся смесь высушивают, ее влажность должна быть не более 7%.
- Сухой уголь и соль тщательно перемешивают, чтобы исключить возможность появления пятен уже в процессе химической и термической обработки.
 При этом, первая методика считается более качественной. Так как она гарантирует, что смесь выйдет равномерной, а результат без пятен и разводов. Готовую смесь еще называют карбюризатором.
При этом, первая методика считается более качественной. Так как она гарантирует, что смесь выйдет равномерной, а результат без пятен и разводов. Готовую смесь еще называют карбюризатором.
Сам процесс твердой цементации проходит в специальных ящиках, где насыпана смесь в нужном количестве. Идеально, если ящики соответствуют размеру и форме изделия, которое обрабатывают. Так как в этом случае снижаются затраты времени на прогрев тары, а качество слоя цементации улучшается. Для избежания утечки газа щели замазывают специальной огнеупорной глиной и накрывают все плотно прилегающей крышкой.
Следует обратить внимание, что изготавливать тару, идеально подходящую, экономически выгодно, если речь идет о конвейерной процедуре. Если же нужно одну или две детали закалить, то лучше выбрать тару универсальной формы — квадратную, круглую или прямоугольную
Ящики выбирают из малоуглеродистой или жаростойкой стали.
Сам процесс цементации в твердой смеси проходит следующим образом:
- детали, которые необходимо закалить, равномерно укладываются в ящики, наполненные твердым карбюризатором;
- печь разогревают до 900−1000 градусов и подают в нее тару с изделиями;
- прогрев ящиков проходит при температуре от 500 до 700 градусов. Этот прогрев называют сквозным. Сигналом, что печь накалилась до нужной температуры служит однородный цвет подовой плиты, на ней больше нет темных участков под ящиками;
- температуру поднимают до 900 или 1000 градусов по Цельсию.
 Именно при таком температурном режиме происходят диффузные изменения в структуре деталей на уровне атомов.
Именно при таком температурном режиме происходят диффузные изменения в структуре деталей на уровне атомов.
В домашних условиях достаточно сложно нагреть печь до нужной температуры и выдержать весь температурный режим от начала и до конца. При этом все возможно. Следует помнить, что эффективность домашней цементации намного ниже, чем промышленной.
Способы выполнения цементации
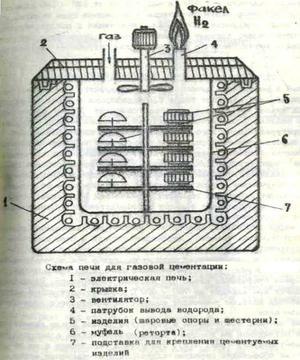
Наибольшей популярностью пользуется газовая цементация. Она выполняется в печах шахтного типа, то есть установках, где обрабатываемые детали располагаются ниже уровня пола. Такая конструкция связана с несколькими особенностями процесса. Во-первых, так проще обеспечить печи герметичность. Вторая причина – газы, воздействующие на металл, имеют большую плотность, чем у воздуха. Газовая цементация используется на заводах, массово производящие упрочненные детали.
Температура при газовой цементации составляет 920-950 °С. Длительность обработки зависит от требуемой глубины цементированного слоя. Средняя скорость диффузионного распространения углерода 0,15 – 0,18 мм/ч. Обычно требуется упрочненный слой толщиной 0,8 – 1,5 мм, то есть продолжительность процесса может достигать 10 часов. Содержание углерода после обработки в поверхностном слое доходит до одного процента. Процесс цементации и последующее термическая обработка могут выполняться тремя различными режимами в зависимости от степени ответственности деталей. Неответственные детали обрабатывают за 2 нагрева, детали с повышенными требованиями – за 3, а с особенно высокими требованиями – за 4, применяя двойную закалку.
В мелкосерийном производстве достаточно популярен способ цементации при помощи твердого активного вещества, в состав которого входит древесный уголь и кокс, а также катализаторы процесса. Для обработки деталь помещается в стальную емкость. Несколько деталей размещаются таким образом, чтобы не касались друг друга или емкости.
Температура данного способа несколько выше, чем при газовой цементации. Недостатком процесса является сложность контроля над насыщением поверхности углеродом, что может привести к неравномерной твердости.
Основные характеристики и свойства
При выборе металла уделяется много внимания основным характеристикам. К ним отнесем:
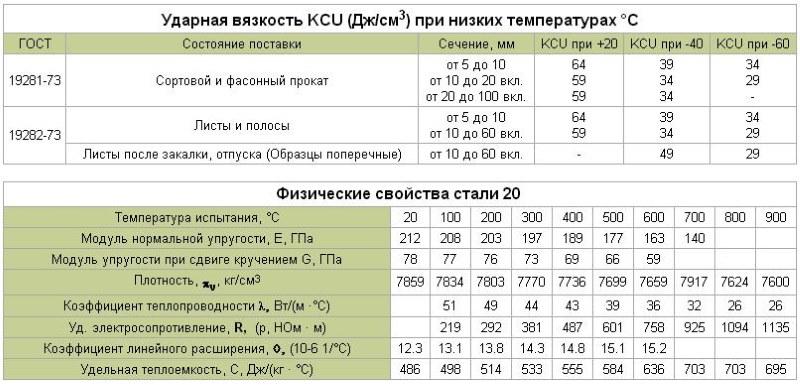
- Показатель твердости. Он может варьировать в большом диапазоне и зависеть от того, была ли проведена термическая обработка. Твердость стали 20 выдерживается на уровне 163 МПа. Этого вполне достаточно для изготовления различных изделий, которые обладают высокой износостойкостью.
- Также учитывается и плотность. Менее плотные материалы применяются для изготовления изделий, которые будут обладать небольшим весом. В рассматриваемом случае показатель составляет 7,85 к/см3.
- Рассматривая основные характеристики учитывается предел текучести и предел прочности. Они рассматриваются при создании различных проектов. Металл Ст 20 может улучшаться для того, чтобы увеличить характеристики материала.
- Структура характеризуется тем, что не склонна к отпускной хрупкости и образованию флокенов.
- Проводимая термообработка стали 20 позволяет существенно увеличить срок службы изделия. Проводится она при определенных режимах. К примеру, для ковки структура нагревается до температуры 1 280 градусов Цельсия.
- При необходимости есть возможность проводить сваривание деталей.
- Ударная вязкость стали 20 определяет то, что металл часто применяется при изготовлении валов и других подобных изделий, которые могут использоваться при создании элементов, применяемых при создании различных механизмов. Модуль упругости также учитывается при рассмотрении основных свойств металла.
- Средний коэффициент теплопроводности определяет то, что структура может нагреваться достаточно быстро, но при этом тепло отводится с высокой эффективностью.
Свойства Ст 20
Механические свойства стали 20 определяют довольно широкое распространение этой марки в машиностроительной и других область промышленности. Как ранее было отмечено, технические характеристики могут улучшаться при проведении термической обработки или легировании. Перестроение структуры металла позволяет повысить твердость поверхностного слоя, при добавлении других химических веществ могут придаваться особые качества, к примеру, коррозионная стойкость.
Термическая обработка предусматривает изменение структуры за счет оказания воздействия определенной температуры. Критические точки выбираются в зависимости от особенностей химического состава. К особенностям подобной процедуры отнесем следующие моменты:
Для оказания требуемого воздействия применяется специальное оборудование. Примером можно назвать доменные и индукционные печи. На протяжении длительного периода использовали именно доменные печи, но они уступают индукционным. Второй вариант исполнения подходит для установки в небольших мастерских.
Критические точки учитываются при проведении рассматриваемой процедуры. Стоит учитывать, что они уже были выявлены для всех металлов, поэтому не нужно проводить исследования повторно.
Заготовка разогревается до требуемой температуры, после чего происходит первичное перестроение структуры
Время выдержки также является важным показателем, который должен учитываться, как и скорость нагрева.
Уделяется внимание и процессу охлаждения. Слишком большие заготовки охлаждаются на воздухе, так как возникают проблемы с созданием требующейся среды
На протяжении длительного периода охлаждение проводилось в воде, но это приводило к появлению окалины. Обеспечить более высокое качество термической обработки возможно за счет применения масла в качестве охлаждающей среды. Однако, при охлаждении в масле следует учитывать высокую вероятность образования токсичного дыма и воспламенения поверхности от высокой температуры.

Цвета закалки стали
Во многих случаях после термической обработки образуются поверхностные дефекты. Именно поэтому процедура применяется для заготовок или изделий, которые созданы с учетом припуска. После закалки часто проводится отпуск, который позволяет снять внутренние напряжения и снизить вероятность повреждения изделия при падении или возникновении ударной нагрузки.