Высокая печать
Содержание:
Офсетная и высокая печать: в чем разница?
Их часто путают, особенно клиенты типографий, не разбирающиеся в нюансах технологий. Различия между методиками проще отследить по техническим особенностям.
Офсетная печать
- На поверхности формы нет выступающих частей.
- Краска переносится на бумагу через промежуточный элемент — офсетный цилиндр.
- В процессе работы происходит увлажнение промежуточных форм.
- При изготовлении печатных и пробельных знаков используют материалы, которые различаются физическими свойствами.
Высокая печать
- Печатающие знаки возвышаются над пробельными элементами.
- Оттиск получается в результате сильного придавливания формы к бумаге.
- Печатная матрица изготавливается из одного вида материала и не требует увлажнения в процессе работы.
Общность технологий заключается в том, что обе методики одновременно задействованы в типоофсете — технологии декорирования объемных предметов. Оттиск на бумагу переносится рельефной матрицей, используется офсетный цилиндр. В остальном же офсет, как и флексография, — более современные вариации высокой печати.
Короткое видео о производстве брендированных подставок под чашку методом высокой печати:
Описание
Считается, что глубокую печать изобрёл в конце XIX века . От плоской и высокой печати глубокая печать отличается тем, что толщина слоя краски на одном оттиске может меняться от десятков до сотен микрометров, тогда как обычно этот показатель стабильный и составляет около 1 микрометра. Такая особенность технологии обеспечивает рельефность элементов изображения, которые выступают над поверхностью бумаги. Шершавость изображений ощущается при прикосновении.
Предложил использовать способ гравировки в качестве основного технического элемента защиты от подделки сотрудник Гознака Иван Иванович Орлов, автор и других методов специальной печати: ирисовая печать, орловская печать.
Рельефный эффект используется как дополнительный защитный элемент при печати банкнот, бланков ценных бумаг (например, этот способ защиты используется предприятиями объединения «Гознак»). По мнению специалистов, в точности скопировать такие элементы невозможно, а подделка может быть обнаружена без специальных технических приспособлений.
В полиграфии глубокая печать традиционно использовалась для производства иллюстрированной продукции, например богатых на фотографии журналов, поскольку текст при глубокой печати выходит менее чётким, чем при высокой печати. Способом глубокой печати в советское время печатались такие многотиражные журналы, как «Здоровье», «Огонёк», «Работница». В художественной графике метод глубокой печати применяется в отдельных видах гравюры, в частности в офорте.
Сегодня способ глубокой печати является доминирующим на рынке производства упаковки, поскольку затраты на допечатную подготовку оригинал-макета и изготовление форм окупаются благодаря значительной тиражестойкости таких форм и большому тиражу продукции.
Технология печати
Во второй половине XV века гравюра на металле начала вытеснять ксилографию. На пластине из металла (медь, бронза, цинк, сталь) гравировали или вытравливали кислотой рисунок, затем покрывали краской. Краску очень аккуратно стирали так, чтобы на печатной форме осталась лишь краска в выгравированных углублениях. Пластина под давлением цилиндрического пресса прижималась к бумаге. Данный метод очень сильно отличался от наборной печати. Поэтому листы с иллюстрациями печатали отдельно от листов с текстом.
В XIX веке печать с гравированных форм значительно усовершенствовали — краску наносили с помощью валиков, а убирали с формы при помощи вращающихся щёток. В конце XX века на смену механической гравировке пришла лазерная.
В печатных машинах для глубокой печати краска подаётся на печатный цилиндр и попадает в углубления через каналы подающие краску к соответствующим печатным элементам. С пробельных элементов она удаляется с помощью так называемого ракеля. В силу этой особенности для формирования всех печатающих элементов (в том числе, сплошных плашек) необходимо использовать специальный растр глубокой печати. Для получения высококачественного изображения также необходимо использование специальной бумаги для глубокой печати.
Одной из особенностей данного вида полиграфического производства является высокая стоимость изготовления печатных форм, что существенно ограничивает область его применения.
Одним из видов печатных машин, использующих принцип глубокой печати, являются ротогравюрные печатные машины.
Развитие технологии
Раньше формы были в виде гладких дощечек, на которых вырезали рисунки и слова. Такой печатный способ носит название ксилография. Он иногда применяется и в наше время, если необходимо создать художественные репродукции. К развитию книгопечатания привело изобретение наборных печатных форм. Каждую страницу составляли из отдельных знаков и букв. Символьные элементы отливали из свинца либо вырезали из дерева. Затем появились леттерпресс-станки, где текст набирался намного быстрее. Краской прокатывали выступающие литеры, а под прессом делали отпечаток на бумаге.
Вам будет интересно:Интеллектуальный труд: понятие, основы, формы, правила организация и особенности управления
Одной из последних ступеней развития стало применение печатных форм из фотополимеров. Бывают пластины на алюминиевой основе – для плоской печати, пленочной – ротационной.
Вам будет интересно:Гравировка на оргстекле: преимущества и недостатки, технология, оборудование
Нынешние металлические формы изготавливают методами:
- фрезерования;
- травления;
- гравировки (клише, штампы).
Их использование ограничено. Это объясняется тем, что в составе содержится свинец, достаточно вредный для здоровья металл. Аналогичные формы применяют при:
- создании рисунка натуральной кожи;
- конгревном тиснении;
- фольгировании.
Одна из известных разновидностей высокой печати — это флексография. При этом методе высокой печати применяют гибкие формы, сделанные из фотополимеров с небольшим 0,5-0,7 мм углублением пробельных элементов. Оттиск при данном способе получается при помощи цилиндра, на его поверхности закреплена полимерная матрица. В результате рисунок получается непрерывным с повторяющимися частями рисунка. Ширина бумаги и диаметр цилиндра определяют, что это будет:
- обои;
- упаковки;
- этикетки.
Особенности технологии
В тампонной печати используют плоские пластинчатые формы с углублениями. Их изготавливают из стали (первоначально мастера работали с медными пластинами), фотополимеров. От сырья зависит износоустойчивость клише. Если оно металлическое, рельеф вытравливают по будущему оттиску.
Сегодня в тампонной печати используют роллеры из полиэфируретана, силиконового каучука. Это элементы размером 5—7 мм, гибкие, с легкостью принимающие форму предметов. Тиражестойкость (рабочий ресурс) зависит от сырья и составляет 10―100 тысяч оттисков.
Тампопечать — метод печати, при котором применяют специальные краски. В их составе имеются растворители, разъедающие поверхность предмета. Цветной пигмент впитывается в слой, а после высыхания становится с ним единым целым. Результат — гладкая, однородная поверхность, на которой крепко держится изображение.
Нанесение красок на растворителях «по сырому» схоже с многоцветным трафаретным способом. Можно работать одновременно с несколькими цветами, обеспечивая улучшенное качество растровой тампопечати.
 Оператор станка тампопечати должен уметь работать с разными материалами/красками
Оператор станка тампопечати должен уметь работать с разными материалами/красками
Тонкости процесса
При глубоком способе печати форма полностью покрывается краской. В зависимости от толщины слоя варьируется насыщенность цвета. На темных участках слой толще, на светлых — тоньше.
Перед тем как приступить к переносу изображения, краску с пробельных компонентов убирают. Для этого используют специальный нож — ракель. Им оснащают машинки, работающие по технологии глубокой печати.
В промышленном производстве используют ротационные машины. Матрицы для них изготавливают на формных цилиндрах. Печатающие элементы матрицы имеют форму:
- углублений разного объема — в них поступает краска жидкой консистенции с небольшой вязкостью;
- штрихообразных ячеек разной конфигурации (при глубокой безрастровой печати) — их заливают вязкими чернилами.
Углубления разного объема на промежуточной форме нужны, чтобы создавать желаемые оттенки на рабочей поверхности. По этому критерию различают устройства для:
- глубокой классической печати — ячейки одинаковы по форме и площади, различие — в глубине;
- автотипии — отсеки идентичны по другим параметрам, но имеют разную площадь;
- гравирования (например, для работы с гелиоклишографом) — разные по глубине и площади выемки, имеют одинаковую форму.
Существуют также формы ручного производства. Углубления в них делают в виде штрихов разной формы и глубины. Технология предусматривает использование формных цилиндров. Они имеют шероховатую поверхность для того, чтобы процесс снятия краски проходил без сложностей. Если цилиндр гладкий, краска может просочиться на материал.
При переводе картинки/надписи на рабочую поверхность элементы оттиска делят на растровые фрагменты. Они одинаковы по величине, чаще всего имеют форму квадрата. Так как краски на печатной форме много, фрагменты превращаются в цельные элементы.
 Схема процесса глубокой печати
Схема процесса глубокой печати
УФ-краски
Состав и реологические свойства УФ-красок для высокой печати аналогичен составу и свойствам УФ-красок для офсета, причем некоторые марки УФ-красок могут использоваться при печати обоими способами.
УФ-краски радикального отверждения содержат олигомеры, мономеры, фотоинициаторы, пигменты и корректирующие добавки. Олигомеры составляют основу связующего краски и определяют ее адгезию, скорость сушки, а также характеристики красочного слоя после его закрепления (твердость, эластичность, химическую стойкость), мономеры позволяют регулировать вязкость краски, фотоинициаторы запускают реакцию фотополимеризации, пигменты определяют колориметрические характеристики краски, а корректирующие добавки используются главным образом для изменения ее печатных свойств (поверхностного натяжения, склонности к вспениванию и т.п.). В процессе сушки фотоинициаторы абсорбируют УФ-излучение и преобразуют его в энергию, требуемую для запуска реакции полимеризации — отверждения краски.
Скорость закрепления УФ-красок для высокой печати зависит от толщины красочного слоя, эффективности УФ-сушки и времени закрепления (скорости печати). Процесс отверждения УФ-красок начинается с поверхности красочного слоя и идет вглубь по мере проникновения УФ-излучения в его толщу, поэтому во избежание проблем с закреплением краски на оттиск следует наносить минимально необходимый для обеспечения требуемой оптической плотности слой краски. В случае если краска не успевает закрепиться, следует уменьшить скорость печати. Краски с меньшим временем закрепления рекомендуется наносить в первых секциях, чтобы они подверглись воздействию УФ-излучения несколько раз.
Максимальной скорости фотополимеризации удается добиться тогда, когда пик излучения УФ-лампы совпадает с пиком чувствительности фотоинициаторов, причем другие составляющие краски (в первую очередь пигменты) не абсорбируют излучение с этой длиной волны. Поэтому производителям краски приходится подбирать комбинацию пигмент/инициатор таким образом, чтобы они имели разные диапазоны чувствительности к УФ-излучению ртутных ламп. В свою очередь, пользователь печатной машины должен подбирать УФ-лампы и краски таким образом, чтобы пик излучения лампы совпадал с пиком чувствительности фотоинициатора.
УФ-краски не содержат летучих составляющих, их твердый остаток равен 100%, поэтому и расходуются они медленнее, чем краски других типов. Кроме того, УФ-краски экологичны, не высыхают в красочном аппарате и на форме, а их вязкость постоянна.
После высыхания УФ-краски характеризуются высокой механической стойкостью, хорошим глянцем и высокой цветовой насыщенностью. Химическая стойкость и светостойкость красочного слоя в значительной мере зависят от характеристик использованных пигментов.
Для увеличения глянца, повышения физико-химической стойкости оттиска, а также придания оттиску специальных оптических или технологических свойств рекомендуется производить его лакирование (предпочтительно УФ-лаками).
При печати на впитывающих материалах оттиски, как правило, имеют остаточный запах, что объясняется незакреплением краски, проникшей в поры запечатываемого материала. При работе с УФ-красками следует использовать специальные корректирующие добавки, а также особую жидкость для смывки красок, поскольку традиционные средства смывки плохо растворяют синтетическое связующее УФ-красок.
При хранении УФ-красок для высокой печати необходимо следить, чтобы на них не попадал прямой солнечный свет и не воздействовало тепло, которое также может инициировать частичную полимеризацию краски.
Попадание УФ-краски на кожу может вызвать аллергическую реакцию, поэтому при очистке элементов печатного и красочного аппарата, а также при смене краски следует надевать защитные перчатки.
Печатание марок
В прошлом высокая (типографская) печать широко применялась и была одним из основных способов при производстве почтовых марок. Однако впоследствии она стала всё более вытесняться другими видами печати. Объясняется это тем, что способ высокой печати более трудоёмок и предъявляет более высокие требования к свойствам используемой , включая лоск, мелованный слой, впитываемость и др.
Характерным признаком почтовых марок, изготовленных посредством высокой печати, является присутствие рельефных следов давления (натиска) на оборотной стороне марок, каковые отсутствуют в случае использования плоской или глубокой печати.
Преимущества и недостатки технологии
Важное преимущество глубокого способа печати — высокая производительность. Этого удается достичь при использовании красок, в составе которых — летучий растворитель
Они быстро закрепляются на рабочей поверхности. Ускорить процесс получается также ввиду отсутствия пазов и швов на форме.
В числе преимуществ технологии также:
- реалистичность цветов;
- детальная проработка оттеночных градиентов;
- возможность воспроизводить одно- и многокрасочные изделия с предельной точностью по отношению к оригиналу;
- большая площадь рабоей поверхности;
- возможность наносить краску и холодный клей за один прогон;
- расширение спектра используемых материалов.
Традиционно глубокая печать использовалась при работе с нетянущимися материалами (двуосноориентированным полипропиленом, лавсаном). Современные технологии расширили этот список. Теперь надписи и узоры наносят на тонкие пленки со значительным натяжением.
К слабым сторонам технологии относят сложность и дороговизну изготовления печатных форм, высокую себестоимость продукции при небольших тиражах, необходимость оснащения типографского цеха вентиляционным оборудованием. Еще один недостаток — сложность устранения дефектов на допечатной стадии. В редких случаях помогает дополнительное травление или гравирование на цилиндре, но чаще всего их невозможно скорректировать.
 Барабан машины для глубокой печати
Барабан машины для глубокой печати
Производство бумаги
Для производства денежной бумаги используется лен и хлопок, обычно это обрезки из льняных и хлопчатобумажных тканей в разной пропорции. Ориентировочно процент целлюлозы составляет 95-98%. Сырье сортируется, проверяется на наличие инородных элементов, измельчается и отправляется в специальный котел, где под действием пара превращается в однородную бумажную массу. Далее, материал поступает в вымывную машину, хорошо промывается артезианской водой и смешивается с отбеливателем. Через несколько дней, когда масса приобретен нужную консистенцию, ее отправляют в размольную машину и смешивают с красителями и цветными волокнами.

Излишняя влага убирается путем прокатки через проволочную сетку, в процессе чего волокна между собой переплетаются и становятся похожими на бумажное полотно. Окончательный вид материал приобретает после прогонки через вакуумные валики и отсосы, чтобы еще больше уплотнить волокна и придать им требуемую структуру. Окончательный производственный этап — сушка. Здесь также используется система валиков, разогретых паром. После обработки бумага становится похожей на промокательную.
Чтобы добиться нужной плотности, бумагу пропитывают клеем, в составе которого содержится животный жир, а также глицерином. Готовые просушенные полотна разрезают на листы и отправляют на печать. После четко выдержанного технологического процесса купюры становятся устойчивыми к разрыву, многократным изгибам и характерно хрустят.

Дополнительно в бумагу добавляются различные защитные волокна, хаотично распределенные по общему полотну. Они могут быть как в толще листа, так и быть заметными на поверхности. Также существует практика ввода в сырьевую массу разноцветных полимерных частиц, кружочков, прямоугольников и прочих геометрических фигурок, обобщенно называемых конфетти.
Обязательный элемент денежных купюр — водяные знаки. Они могут быть двух- или многотоновые, представляя собой затемненные или, наоборот, высветленные участки, выделяющие на основном фоне листа. Водяные знаки должны хорошо просматриваться на просвете, но не иметь четких границ. Эффект размытости объясняется отсутствием однородности толщины бумаги. По своему назначению знаки различают на:
- Локальные. Рисунок, размещенный в одном определенном участке купюры. Как правило, на купонном поле.
- Общие. Рисунок, симметрично нанесенный по всему полю банкноты с определенным повторением.
Отсутствие оптического отбеливателя в составе денежной бумаги является причиной того, что в ультрафиолетовом свете она не люминесцирует. В отличие от обычной, которая под УФ-лампой начинает светиться голубым цветом.
В России поставки специализированной бумаги осуществляются из двух мест: Санкт-Петербургской бумажной фабрики Гознака и Краснокамской бумажной фабрики Гознака.
3. Струйная печать
Здесь, в отличии от Офсета и Цифры стоит упомянуть, что струйная печать делится на два основных вида
Почему-то это важно:. 1) Фотопечать
1) Фотопечать.

Всеми любимые полоски
Это понятие говорит само за себя. Вам надо напечатать фотку – вы её печатаете у кого-то на струйном принтере. Или много фоток. Этот вид печати в оперативной полиграфии актуален только в разделе фотографий на документы. Во всех остальных случаях я вам крайне не рекомендую печатать свои фотографии на струйниках и призываю к традиционному методу — мокрой печати, который используется в фотолабораториях.
Главная причина, по которой нужно следовать традициям – как правило качество печати на таких принтерках (чаще всего это Epson L800) сильно страдает из-за халатного отношения хозяина. Принтер нещадно выжимают как лимон, максимально эксплуатируя и пренебрегая какими либо инструкциями и регламентами. На ваших фоточках будут гадкие полосочки.
Но хуже, что в такие принтера заправляются только альтернативные чернила и сторонние фотобумаги. Попробуйте догадаться, чем руководствуются владельцы, при покупке неоригинальных материалов? Безусловно, они думают о качестве отпечатка и сроке службы своей техники. Чтобы она как можно лучше печатала и как можно дольше работала. Ха-ха. Одним словом – это самые дешёвые и дрянные материалы. Отпечатки сделанные на таких материалах очень быстро выгорают, желтеют и выглядят отвратительно. В силу доступности такого принтера, очень часто такие печатники пытаются конкурировать с Цифрой, печатая визитки, брошюры, листовки. Страх просто.
2) Интерьерная и широкоформатная печать (сюда же можно отнести САПР и ГИС).

Напечатанный и вырезанные стикеры
Это та самая печать, которая позволила отойти от форматного листа Цифры и Офсета. Это тот самый вид печати, который может напечатать всё то, что не может напечатать Офсет и Цифра. Тот самый вид печати, который может спасти вас! Печатники эти – супергерои. Я один из них, конечно же. Итак, если вам нужно отпечатать визитки, то это Офсет или Цифра, в зависимости от тиража. Но если вам нужно распечатать одну здоровенную визитку 2х3 метра в виде растяжки над воротами, то это широкоформатная печать.
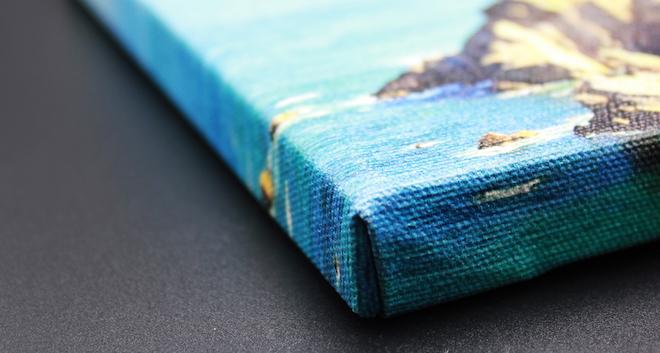
Интерьерная печать, это также как и Офсет с Цифрой – стикеры. При том, стикеры гораздо более качественные по своим свойствам. Или большие стикеры — наклейки в размер всего окна или витрины в магазинах. Вся реклама, которую вы видите – это интерьерная или широкоформатная печать. Парадоксально, но все три вида печати так или иначе пересекаются и ряд изделий, например, упомянутые стикеры, можно выпустить и на Цифре и на Офсете и на Интерьернике. Если вам нужно распечатать чертёж – то это струйная САПР и ГИС печать. Обои, фотографии большого формата, постеры, баннера, растяжки, холсты, реклама на авто, автовинил и пр – это всё струйная интерьерная или широкоформатная печать разного калибра. Я не ошибусь, если скажу — чтобы вам не требовалось отпечатать вне стандартных размеров – ищите интерьерную печать. А конкретно меня!
Справедливости ради стоит заметить, что фотопечать на ухоженном фотопринтере, в котором заправлены оригинальные чернила и использована рекомендованная производителем фотобумага на порядок превосходит традиционную мокрую фотопечать из фотолаба по цветопередаче, детализации, сроку жизни самой фотографии и, конечно, цене. Цена таких отпечатков раз в 5 выше чем из фотолаба.